В статье представлен всесторонний обзор ведущих линий экструзии солнечного кабеля, включая ключевые характеристики, процессы и критерии выбора. Рассмотрены передовые технологии и инновации, применяемые в производстве кабелей для солнечной энергетики, а также даны рекомендации по оптимизации процесса экструзии для обеспечения высокого качества и надежности готовой продукции.
Введение в экструзию солнечного кабеля
Солнечные кабели играют важную роль в фотоэлектрических системах, обеспечивая передачу энергии от солнечных панелей к инверторам и далее в электрическую сеть. Производство этих кабелей требует специализированного оборудования и технологий, в частности, линий экструзии солнечного кабеля. Процесс экструзии заключается в формовании полимерного материала (обычно сшитого полиэтилена XLPE) вокруг проводника (чаще всего медного или алюминиевого) для создания изоляции и оболочки кабеля.
Ключевые компоненты линии экструзии солнечного кабеля
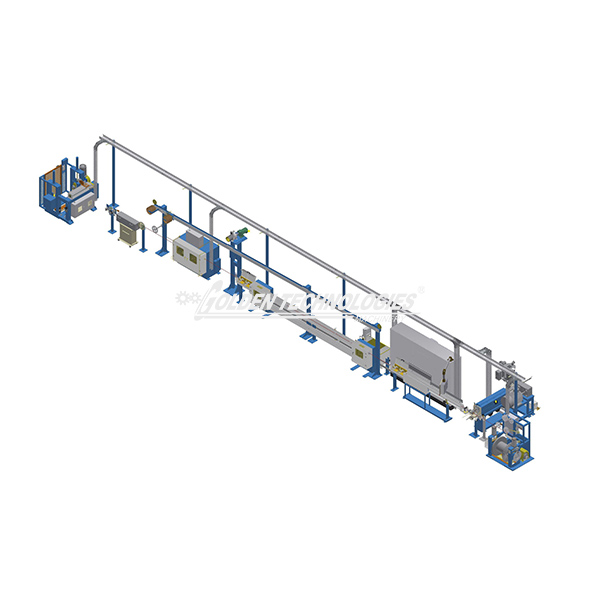
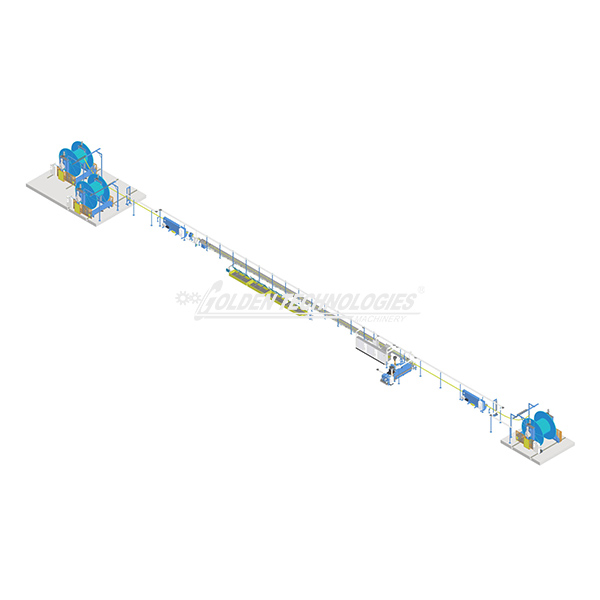
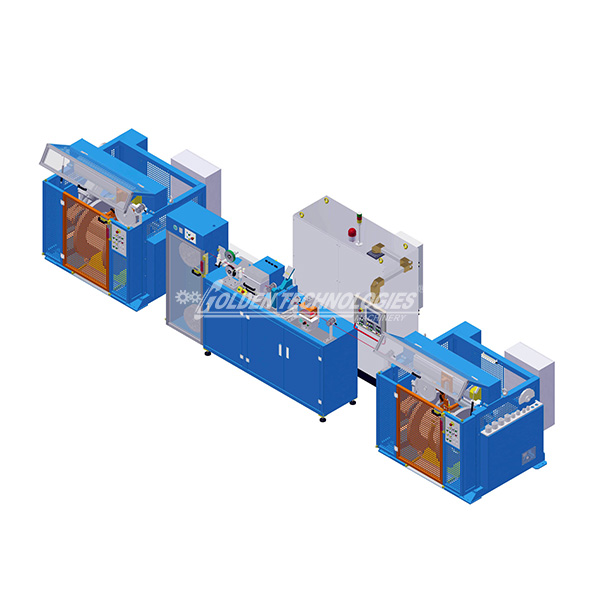
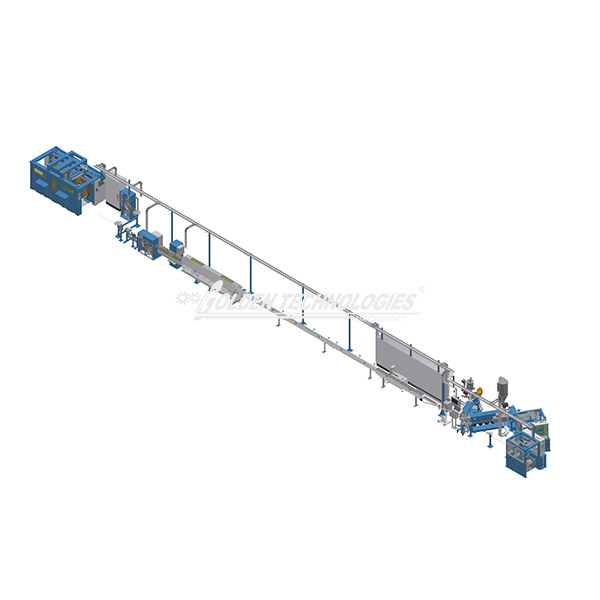
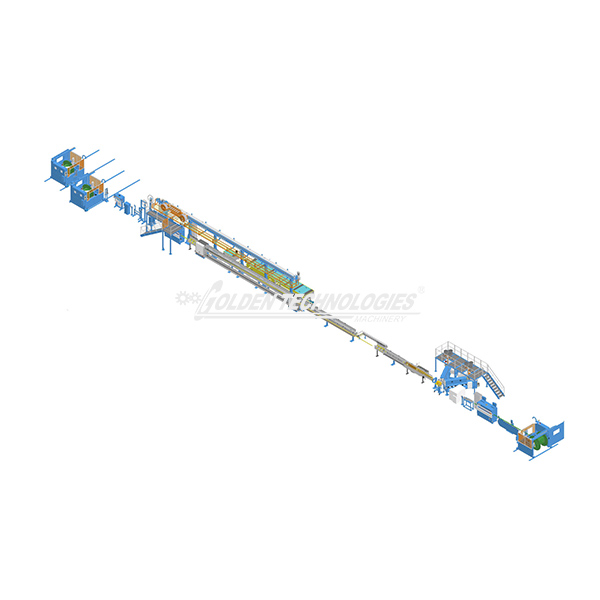
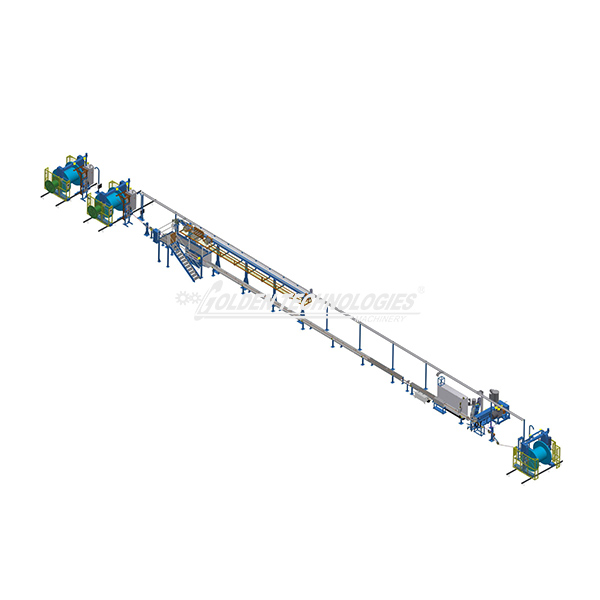
Типичная линия экструзии солнечного кабеля состоит из следующих основных компонентов:
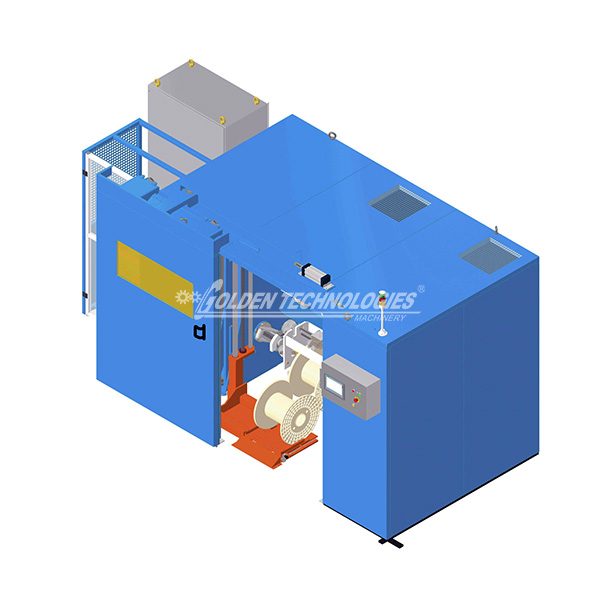
- Размотчик проводника: Обеспечивает непрерывную подачу проводника в линию экструзии.
- Очиститель проводника: Удаляет загрязнения с поверхности проводника для обеспечения хорошей адгезии изоляции.
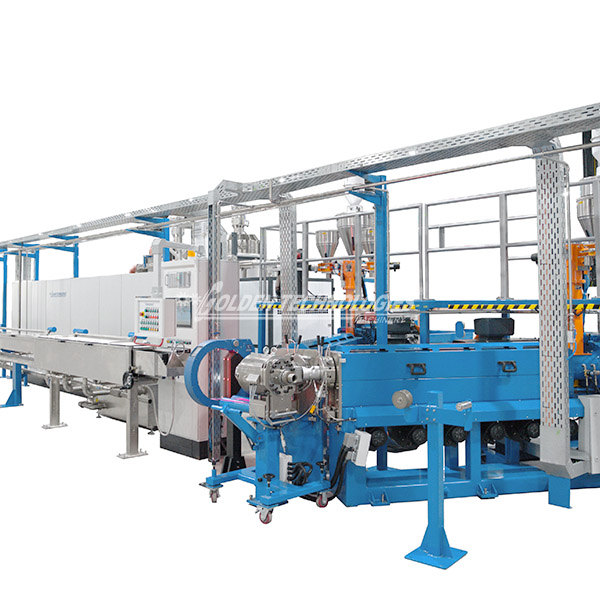
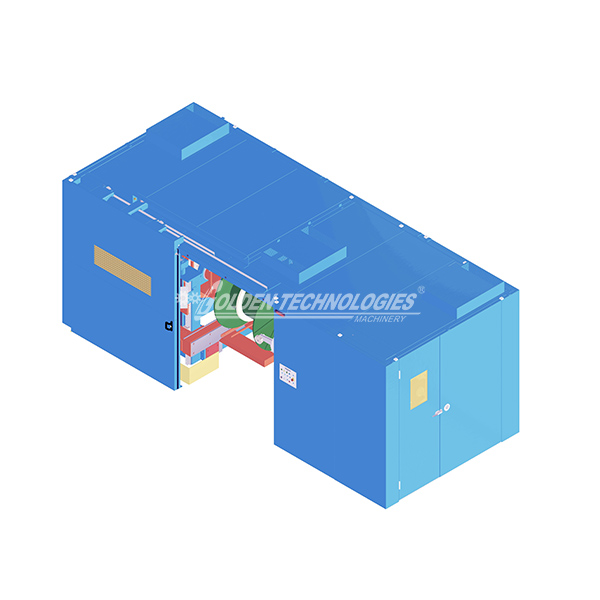
- Экструдер: Плавит и формирует полимерный материал для нанесения изоляции и оболочки.
- Экструзионная головка: Формирует полимерный материал в требуемую форму вокруг проводника.
- Охлаждающая ванна: Охлаждает и затвердевает изоляцию и оболочку кабеля.
- Контроль диаметра: Измеряет и контролирует диаметр кабеля в процессе экструзии.
- Сушка кабеля: Удаляет влагу с поверхности кабеля после охлаждения.
- Маркировка кабеля: Наносит информацию о производителе, типе кабеля и других параметрах.
- Намотчик кабеля: Наматывает готовый кабель на барабаны или в бухты.
Типы линий экструзии солнечного кабеля
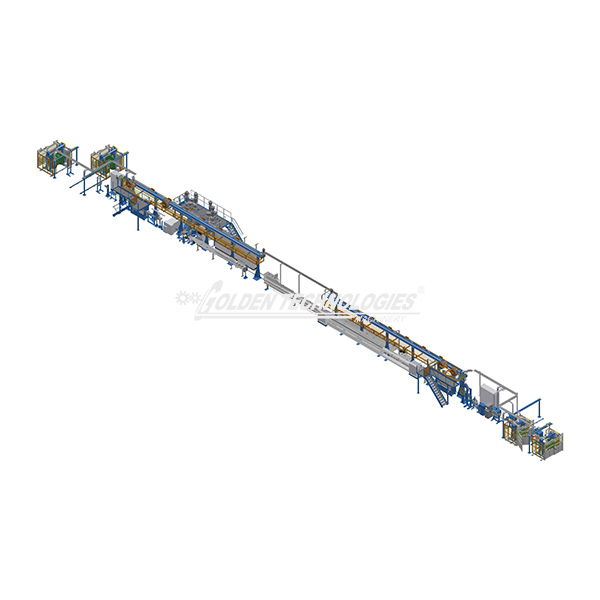
Существуют различные типы линий экструзии солнечного кабеля, отличающиеся по производительности, степени автоматизации и используемым технологиям. Основные типы:
- Однослойная экструзия: Используется для нанесения одного слоя изоляции.
- Двухслойная экструзия: Используется для нанесения двух слоев изоляции, например, изоляции и оболочки.
- Тандемная экструзия: Использует два экструдера, работающих последовательно, для нанесения нескольких слоев изоляции с различными свойствами.
Критерии выбора линии экструзии солнечного кабеля
При выборе линии экструзии солнечного кабеля необходимо учитывать следующие факторы:
- Производительность: Определяется количеством кабеля, которое линия может произвести за единицу времени (обычно в метрах в минуту).
- Тип кабеля: Линия должна быть способна производить требуемый тип кабеля с учетом диаметра проводника, толщины изоляции и оболочки, а также используемых материалов.
- Степень автоматизации: Автоматизированные линии требуют меньше ручного труда и обеспечивают более стабильное качество продукции.
- Энергоэффективность: Важно выбирать линии с низким энергопотреблением для снижения эксплуатационных затрат.
- Надежность и долговечность: Линия должна быть изготовлена из качественных материалов и компонентов для обеспечения долгого срока службы.
- Поддержка и сервис: Важно выбирать поставщика, который предоставляет качественную техническую поддержку и сервисное обслуживание.
- Стоимость: Необходимо учитывать как первоначальную стоимость линии, так и эксплуатационные затраты.
Ведущие производители линий экструзии солнечного кабеля
На рынке представлено множество производителей линий экструзии солнечного кабеля. Вот некоторые из наиболее известных:
- Rosendahl Nextrom (Финляндия)
- Maillefer (Финляндия)
- Troester GmbH & Co. KG (Германия)
- GT Cable Machinery (Китай) (Более подробную информацию о линиях экструзии вы можете найти на сайте GT Cable Machinery)
Инновации в экструзии солнечного кабеля
В последние годы в области экструзии солнечного кабеля произошли значительные инновации. Некоторые из них:
- Использование новых материалов: Разрабатываются новые полимерные материалы с улучшенными характеристиками, такими как повышенная устойчивость к ультрафиолетовому излучению и высоким температурам.
- Совершенствование технологии сшивания XLPE: Разрабатываются новые методы сшивания XLPE, которые позволяют улучшить механические и электрические свойства изоляции.
- Автоматизация процессов: Внедряются новые системы автоматизации, которые позволяют повысить производительность и снизить затраты.
- Улучшение контроля качества: Разрабатываются новые методы контроля качества, которые позволяют обнаруживать дефекты на ранних стадиях производства.
Оптимизация процесса экструзии солнечного кабеля
Для обеспечения высокого качества и надежности солнечного кабеля необходимо оптимизировать процесс экструзии. Некоторые из ключевых аспектов оптимизации:
- Правильный выбор материалов: Необходимо выбирать полимерные материалы, которые соответствуют требованиям к кабелю и условиям эксплуатации.
- Точная настройка параметров экструзии: Необходимо тщательно настраивать параметры экструзии, такие как температура, давление и скорость, для обеспечения оптимального качества изоляции и оболочки.
- Регулярное техническое обслуживание оборудования: Необходимо регулярно проводить техническое обслуживание оборудования для предотвращения сбоев и обеспечения стабильной работы линии.
- Контроль качества на всех этапах производства: Необходимо проводить контроль качества на всех этапах производства для выявления и устранения дефектов.
Заключение
Выбор линии экструзии солнечного кабеля – это важное решение, которое влияет на качество, надежность и стоимость готовой продукции. При выборе необходимо учитывать множество факторов, включая производительность, тип кабеля, степень автоматизации, энергоэффективность, надежность, поддержку и стоимость. Внедрение инноваций и оптимизация процесса экструзии позволяют повысить качество и надежность солнечного кабеля и снизить затраты на его производство.
with-R.png)