with-R.png)


Когда видишь в техдокументации сухие цифры 50-70-50, кажется, всё просто: диаметр меди 0.50 мм, толщина изоляции 0.70 мм, внешний диаметр 1.50 мм. Но те, кто реально работал на таких линиях, знают — главные проблемы начинаются как раз после пусконаладки. Многие почему-то думают, что достаточно купить машину для производства медных проводов — и можно гнать километры идеального кабеля. На практике же даже у проверенных производителей вроде ООО Золотые Технологии Проводное и Кабельное Оборудование случаются осечки, если не учитывать мелочи вроде влажности гранул ПВХ или температуры в цехе.
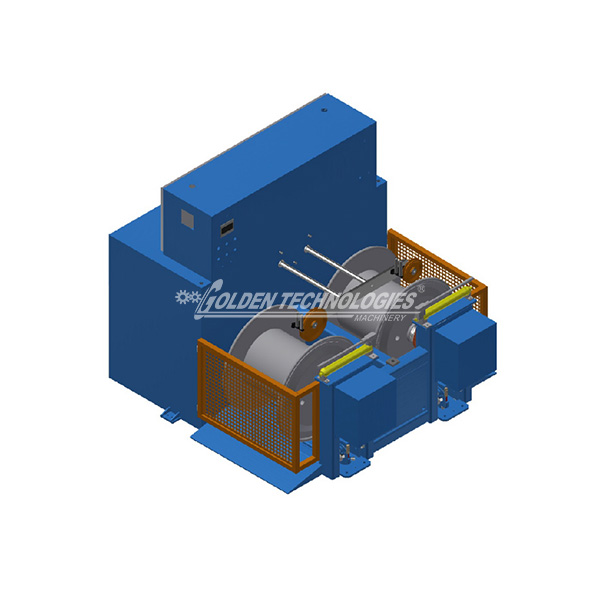
Возьмём для примера стандартную конфигурацию от gtcablemachinery.ru — у них тянущее устройство с двойным зажимом, что в теории должно давать равномерное натяжение. Но вот история: в 2018 году мы поставили такую линию под Челябинском, и первые две недели постоянно рвалась медь на выходе из экструдера. Оказалось, проблема не в машине, а в том, что местные техники выставляли скорость подачи меди без учёта инерции барабана. Пришлось дополнительно ставить демпферные ролики — мелочь, а без неё весь цикл встаёт.
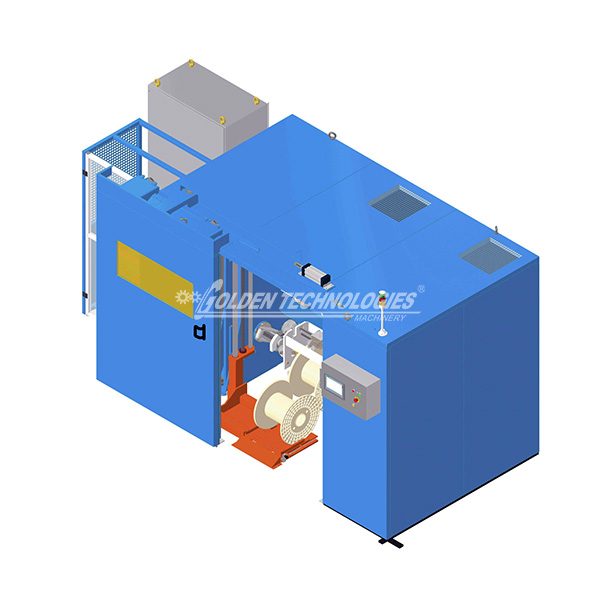
Ещё момент — система охлаждения. Для ПВХ-изоляции критично постепенное охлаждение, но в спецификациях редко пишут про минимальную производительность чиллера. Как-то раз сэкономили на этом узле — и получили пузыри на изоляции при +35°C в цехе. Пришлось докупать дополнительный теплообменник, хотя изначально в машине для производства медных проводов заявлено было ?полностью укомплектованное решение?.
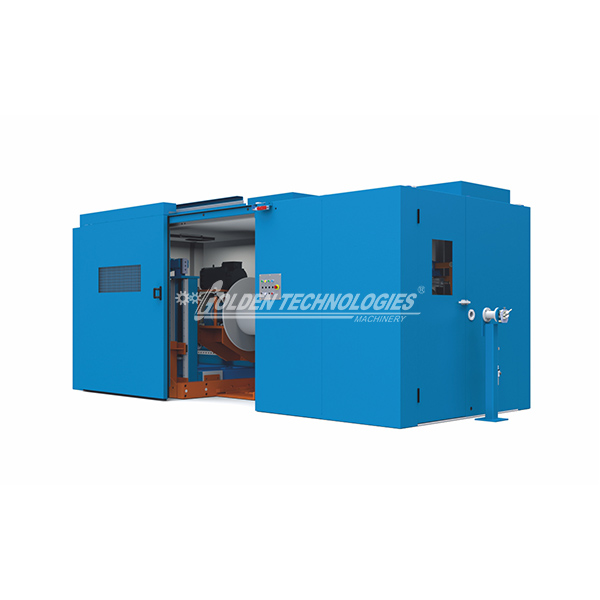
Сейчас при заказе всегда уточняю у инженеров Золотые Технологии — ставят ли они датчики контроля ovalности на последней секции. У них в базовой комплектации стоит обычный лазерный измеритель, но для проводов малых диаметров лучше доплатить за систему с двойной проверкой. Иначе потом при замерах ТУ 16-705.499-2010 будут постоянные расхождения.
С медью вроде бы всё ясно — М1 или М2, но вот с ПВХ-компаундом начинаются танцы с бубном. Особенно с цветными марками — например, для жёлто-зелёного провода заземления. Один раз взяли у непроверенного поставщика — и через месяц экструдер начал ?плеваться? из-за неравномерной пластификации. Пришлось экстренно заказывать смесь у бельгийцев, хотя до этого десять лет работали с китайскими аналогами без проблем.
Заметил интересную закономерность — даже у одного производителя ПВХ партии ведут себя по-разному в зависимости от сезона. Летом, когда влажность выше, приходится увеличивать температуру в зоне пластификации на 3-5°C. В документации к машине для производства медных проводов из ПВХ об этом ни слова, пришлось опытным путём выводить.
Кстати, про ООО Золотые Технологии — у них есть полезная практика: при поставке оборудования дают пробные партии проверенных материалов. Мы как-то сравнивали их рекомендованный ПВХ-компаунд с тем, что использовали раньше — разница в стабильности экструзии составила почти 12%. Мелочь, но за год набралась экономия в пару сотен тысяч рублей только на снижении брака.
Самая частая ошибка новичков — попытка сразу выйти на максимальную скорость. Для конфигурации 50-70-50 оптимальный режим — не более 60% от заявленной производительности в первые 200 часов работы. Иначе неизбежен перегрев подшипников в тянущем механизме — проверено на трёх разных линиях.
Про очистку фильер часто забывают, а зря — для меди 0.50 мм достаточно микроскопической царапины на выходном отверстии, чтобы началось неравномерное охлаждение изоляции. Разработали себе правило: после каждых 8 часов работы — обязательная продувка сжатым воздухом, раз в неделю — ультразвуковая мойка. С тех пор проблемы с биением диаметра почти исчезли.
Ещё один нюанс — калибровка датчиков. Вроде бы всё настроили на запуске, но через месяц-другой появляется погрешность. Особенно это критично для контроля толщины изоляции — если не проверять эталонными образцами, можно незаметно выйти за допуски. Кстати, на сайте gtcablemachinery.ru есть калибровочные шаблоны, но о них нужно спрашивать отдельно — в стандартную поставку не входят.
Чаще всего выходит из строя узел протяжки — особенно если регулярно производят провода с разным диаметром меди. Вибрация постепенно разбалтывает крепления, и начинается проскальзывание. Ставим теперь вибродатчики — дешёвое решение, но заранее предупреждает о проблеме.
С экструдерами история отдельная — особенно с их ТЭНами. Почему-то производители ставят элементы одинаковой мощности по всем зонам, хотя для ПВХ нужен постепенный нагрев. Приходится самостоятельно перепаивать схемы — увеличиваем мощность в зоне загрузки на 15%, уменьшаем в зоне дозирования. После такой доработки срок службы нагревателей вырос в полтора раза.
Ещё запомнился случай с подшипниками охлаждающих валков — казалось бы, мелочь. Но когда на линии стоит 12 пар таких валов, замена даже одного требует остановки на полдня. Теперь держим трёхмесячный запас этих подшипников — экономия времени колоссальная.
Многие думают, что машина для производства медных проводов — это раз и навсегда. На практике же даже оборудование 2015 года уже требует доработок. Например, система ЧПУ — старые контроллеры не всегда корректно работают с современными датчиками температуры. Пришлось как-то перепрошивать блок управления на линии от Золотые Технологии 2014 года выпуска — заменили всего одну плату, но производительность выросла на 7%.
Сейчас активно ставим системы мониторинга энергопотребления — оказалось, что 70% электроэнергии уходит на поддержание температуры экструдера в простое. Установили реле времени — теперь за 10 минут до перерыва автоматически снижаем температуру до минимальной. Мелочь, но за год набегает существенная экономия.
Интересный опыт был с заменой системы охлаждения — вместо водяной поставили фреоновую. Да, дороже в обслуживании, но для ПВХ-изоляции это дало неожиданный плюс — стабильность геометрии провода улучшилась почти на 15%. Особенно заметно на тонкостенных модификациях — там где раньше был брак 3%, теперь не превышает 0.8%.
Смотрю на новые модели — например, последние разработки от ООО Золотые Технологии Проводное и Кабельное Оборудование уже идут с предустановленной системой IoT. В теории это позволяет дистанционно контролировать параметры, но на практике пока больше маркетинг. Реальные производственники редко доверяют автоматике критичные параметры вроде скорости протяжки.
Заметная тенденция — переход на безмасляные системы охлаждения. Для меди это особенно актуально — меньше проблем с последующей пайкой. Правда, стоимость таких линий выше на 20-25%, но для производства ответственных кабелей это того стоит.
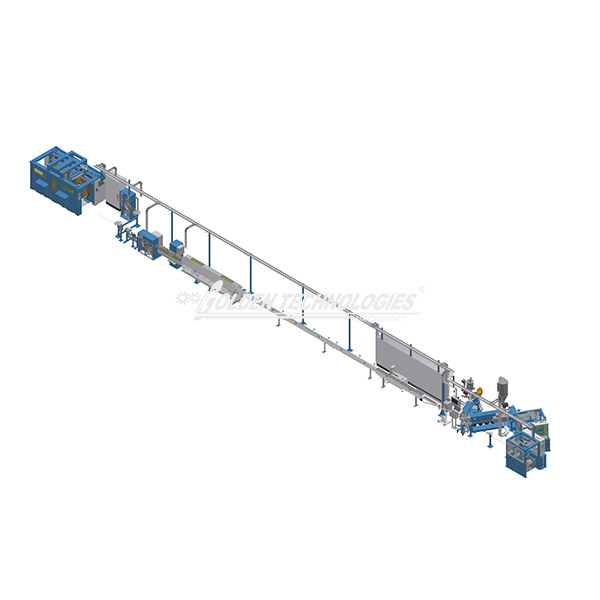
Интересно, что классическая схема 50-70-50 постепенно уступает место вариативным решениям. Сейчас чаще заказывают универсальные линии — те же машины для производства медных проводов из ПВХ, но с возможностью быстрой переналадки под разные диаметры. Видимо, рынок требует больше гибкости даже в казалось бы стандартных продуктах.







.jpg)