with-R.png)


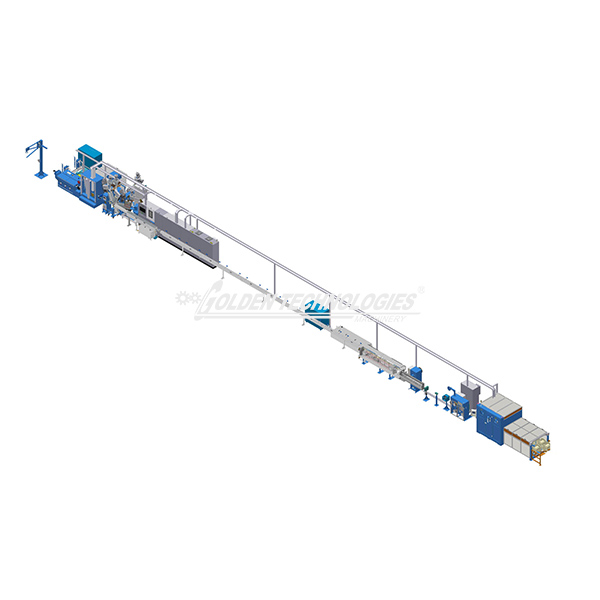
Когда слышишь ?экструдер для тефлоновой проволоки?, первое, что приходит в голову — нагревательные зоны должны быть идеально синхронизированы. Но на практике даже у ООО Золотые Технологии Проводное и Кабельное Оборудование в 2018 году были случаи, когда перегретый тефлон давал пузыри на изоляции. Проверяешь логи — вроде всё по ГОСТу, а результат бракованный. Вот тут и понимаешь, что дело не в температуре, а в скорости подачи шихты.
Наш цех в Дунгуане с 2004 года собирает экструдеры, где главное — не допустить спекания фторопласта в зоне загрузки. Если шнек имеет угол наклона больше 17°, материал начинает ?прыгать?. Помню, как в 2019-м пришлось переделывать партию для завода в Подмосковье — они жаловались на рваную изоляцию. Оказалось, проблема была в калибровочных валках, которые не учитывали усадку тефлона при охлаждении.
Особенно критичен зазор между цилиндром и шнеком — для тефлоновой проволоки он должен быть не более 0.1 мм, иначе появляются полосы на изоляции. Но и слишком плотная посадка приводит к перегреву подшипников. Мы в Золотые Технологии после серии тестов остановились на композитных втулках, хотя изначально считали это излишеством.
Система охлаждения — отдельная история. Водяное охлаждение стабильнее воздушного, но требует точного контроля pH. Как-то раз из-за плохой воды в Дунгуане у нас образовалась накипь в рубашке охлаждения — температура прыгала с 380°C до 420°C за минуту. Пришлось экстренно ставить фильтры с ионообменными смолами.
Многие думают, что тефлон — это просто. Но если взять марку Ф-4Д без добавления модификаторов, проволока будет трескаться при изгибе. Мы на сайте gtcablemachinery.ru всегда предупреждаем клиентов — для гибких кабелей нужен Ф-4Д20 с графитом.
Самая частая ошибка — неправильная сушка шихты. Даже 0.01% влажности даёт поры в изоляции. Приходилось объяснять технологам из Челябинска: их сушилка с рециркуляцией воздуха была хороша для ПВХ, но для фторопласта нужен азотный барьер.
Ещё момент — очистка фильтров. Если использовать сетки тоньше 60 мкм, сопротивление растёт, а если толще 80 мкм — частицы углерода проходят. Мы в ООО Золотые Технологии после проб и ошибок разработали каскадную систему с автоматической продувкой.
В 2021-м переделывали экструдер для китайского завода — они жаловались на частый износ дорна. Оказалось, проблема не в материале, а в вибрации от привода. После установки амортизаторов и балансировки шнека ресурс вырос втрое.
Интересный случай был с кабелем для авиации — заказчик требовал равномерность изоляции ±0.02 мм. Стандартные экструдеры не давали такой точности. Пришлось разработать систему лазерного контроля толщины с обратной связью на скорость подачи. Сейчас эта опция есть в наших новых моделях.
А вот с вакуумной загрузкой вышла осечка — для тефлона она не всегда оправдана. Частицы электризуются и слипаются в бункере. Вернулись к шнековой подаче с вибрационным уплотнением — надёжнее, хотя и медленнее.
Первая зона — не более 250°C, иначе шихта спечётся до пластификации. Но многие выставляют 280°C, пытаясь ускорить процесс. Потом удивляются, почему экструдер ?плюётся? комками.
В зоне дозирования лучше держать 360-380°C — выше уже начинается деструкция полимера. Но тут зависит от марки тефлона. Для Ф-4Д верхний предел 385°C, а для Ф-4О — 375°C. Мы на производстве ведём журнал температур для каждой партии материала.
Особенно важно контролировать перепад между зонами — не более 15°C/см. Иначе возникают внутренние напряжения, которые потом проявляются при скрутке кабеля.
Чистку цилиндра надо проводить не реже чем через 200 часов работы, но многие тянут до 500. Потом приходится вырезать прикипевший тефлон — это убивает геометрию шнека.
Подшипники шнека — слабое место. Ставим сейчас сдвоенные радиально-упорные, хотя изначально считали это избыточным. Но практика показала — для экструдера тефлоновой проволоки это необходимость, особенно при работе с добавками.
Раз в год обязательно менять торцевые уплотнения — даже если нет течи. Фторопластовая пыль проникает в микротрещины и разрушает сальники изнутри. Лучше использовать армированные графитом уплотнения — дороже, но служат втрое дольше.
Сейчас экспериментируем с двойным экструдированием — когда поверх тефлона наносится тонкий слой полиимида. Это даёт лучшую адгезию для маркировки, но требует переделки головки.
Интересное направление — использование тефлона с наночастицами меди для антистатических свойств. Но пока есть проблемы с распределением добавки в расплаве.
В Золотые Технологии уже тестируют систему предиктивной аналитики — чтобы по изменению мощности привода предсказывать необходимость чистки. Пока работает с точностью 80%, но к 2024-му надеемся выйти на 95%.




.jpg)