with-R.png)


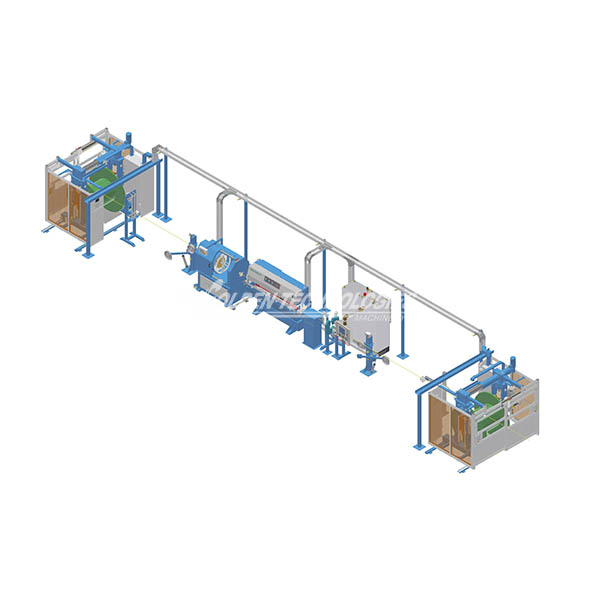
Если вы думаете, что экструдер для силиконовой резины — это просто шнек и нагреватель, придётся разочаровать. За 15 лет работы с кабельным оборудованием в ООО Золотые Технологии Проводное и Кабельное Оборудование я видел, как ?убиваются? дорогие линии из-за мелочей вроде неправильного угла загрузки или материала шнека. Силикон — он ведь не как ПВХ, тут даже температура на 5°C выше уже даёт подгоревшие полосы в изоляции. И да, это всегда вылазит только на третьи сутки непрерывной работы, когда клиент уже подписал акт приёмки.
Вот смотрите — большинство производителей хвастаются цифровым контролем температуры. Но никто не пишет, что датчик стоит в 3 см от материального цилиндра, а не в толще металла. Из-за этого на старте экструдер для силиконовой резины греется до 120°C, хотя по панели показывает 80°C. Мы в GTCableMachinery после трёх рекламаций в 2019 году переделали всю систему термоконтроля, вынесли дополнительные датчики в зону дозирования. Результат? Разбег температур упал с ±7°C до ±1.5°C.
Шнеки — отдельная история. Для силикона нужен не просто хромовый покрытие, а полноценный биметалл. И угол наклона витка другой — не 17°, как для термопластов, а 22-24°. Почему? Силиконовая резина идёт как густая паста, ей нужно больше места для сдвига. Однажды поставили ?универсальный? шнек от китайского поставщика — через 200 часов работы появились продольные полосы на изоляции. Пришлось срочно менять на конический вариант с упрочнёнными напайками.
Система охлаждения — та ещё головная боль. Водяное охлаждение стабильнее воздушного, но требует дополнительного контура с точным pH-контролем. На одном из заводов в Подмосковье забывали менять воду — через полгода коррозия ?съела? термостаты. Теперь всегда ставим нержавеющие трубки и датчики протока, хотя это +15% к стоимости.
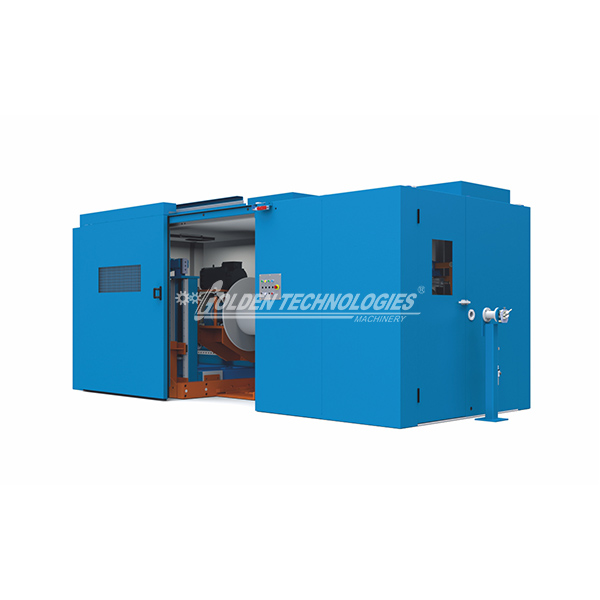
В 2021 году поставили линию для медицинских кабелей — заказчик жаловался на пузыри в изоляции. Оказалось, проблема не в экструдере, а в вакуумной загрузке — силикон впитывал влагу из воздуха. Пришлось ставить дополнительный осушитель с точкой росы -40°C. Кстати, после этого случая мы всегда рекомендуем экструдер для силиконовой резины комплектовать системой осушки прямо в бункере.
А вот провальный опыт — пытались адаптировать старый экструдер ПВХ под силикон. Переделали шнек, поставили новые нагреватели. Но не учли момент с чисткой — остатки ПВХ при контакте с силиконом давали химическую реакцию. Пришлось полностью менять материальный цилиндр. Вывод: лучше не экономить на специализированном оборудовании.
Сейчас тестируем гибридную систему подогрева — индукционный + резистивный. Пока сложно сказать о надёжности, но первые тесты показывают равномерность нагрева лучше на 27%. Если пройдёт испытания — будем ставить на все новые модели.
Скорость вращения шнека — тот параметр, который в мануалах пишут ?10-50 об/мин?, но никогда не уточняют, что для кабелей сечением до 2 мм2 лучше работать на 25-30 об/мин. Выше — начинается турбулентность, ниже — неравномерность экструзии. На пусконаладке всегда тратим 2-3 часа только на подбор этого параметра под конкретную марку резины.
Температурные зоны — вот где большинство ошибается. Первая зона должна быть холоднее второй на 15-20°C, иначе резина ?запаривается?. Третья зона — самая горячая, но не более 180°C для большинства марок. Кстати, температура головы должна быть на 5-7°C ниже третьей зоны — это предотвращает подгорание на срезе.
Очистка — многие используют абразивы, но для силикона это смерть. Лучше брать медные щётки и специальную пасту на основе цитрусовых растворителей. После чистки обязательно продувать сжатым воздухом — остатки влаги вызывают поры при следующем запуске.
Запасные части — всегда держим на складе в Дунгуане уплотнительные кольца из витона (обычный EPDM не подходит для силикона), тефлоновые вкладыши головы и датчики давления. Последние выходят из строя чаще всего — из-за постоянного контакта с абразивными наполнителями в резине.
Ремонт шнековых пар — делаем только с полной заменой биметаллического покрытия. Восстановление наплавкой не рекомендуем — нарушается геометрия и балансировка. Кстати, дисбаланс всего в 3 грамма даёт биение на высоких скоростях, что убивает подшипники за месяц.
Обучение операторов — отдельная тема. Раз в полгода проводим вебинары для клиентов, где показываем, как правильно запускать экструдер для силиконовой резины после простоя. 80% поломок происходят из-за неправильного первого запуска — операторы забывают прогреть систему до рабочей температуры перед подачей материала.
Сейчас вижу тенденцию к гибридным решениям — экструдеры, которые могут работать и с силиконом, и с термопластичными эластомерами. Но пока такие системы требуют компромиссов в качестве. Например, для ТЭП нужен более длинный L/D ratio, а для силикона — более агрессивная геометрия шнека.
Из новинок — безмасляные системы вакуума для зоны загрузки. Реально снижают влагопоглощение материала, но дороги в обслуживании. Пока рекомендую только для производств с медицинской и аэрокосмической сертификацией.
Лично считаю, что будущее за модульными системами — когда можно докупать дополнительные блоки (например, систему точного дозирования красителей) к базовому экструдеру. В ООО Золотые Технологии уже разрабатываем такую платформу — чтобы клиент мог начать с минимальной конфигурации и наращивать мощности по мере роста бизнеса.
Главное — не гнаться за дешёвыми решениями. Силиконовое производство требует точности, а не экономии. Лучше взять простой но надёжный экструдер, чем навороченный с кучей ненужных функций.
Всегда требовать тестовые прогоны на своём материале — многие проблемы вскрываются только при работе с конкретной маркой резины. Особенно важно проверить поведение при длительной работе — минимум 72 часа непрерывной экструзии.
И последнее — регулярный сервис. Даже самый качественный экструдер для силиконовой резины требует профилактики каждые 500 моточасов. Мы в GTCableMachinery всегда напоминаем клиентам о необходимости планового ТО — это сохраняет до 40% от потенциальных затрат на ремонт.





.jpg)