with-R.png)


Когда слышишь 'экструдер для кабелей', первое, что приходит в голову — аппарат, выдавливающий пластик. Но те, кто реально работал с линией, знают: разница между выдавливанием изоляции на медный провод и нанесением брони на силовой кабель — как между велосипедом и грузовиком. Многие ошибочно считают, что главное — температура расплава, а на деле стабильность тянущего устройства и калибровка охлаждающей ванны чаще становятся причиной брака.
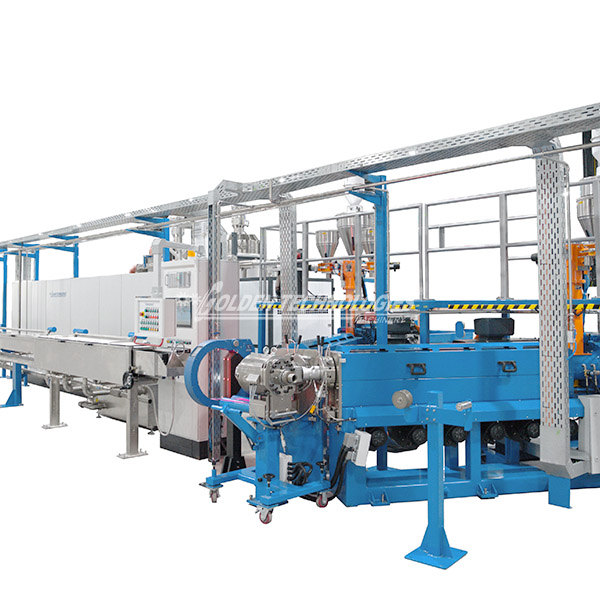
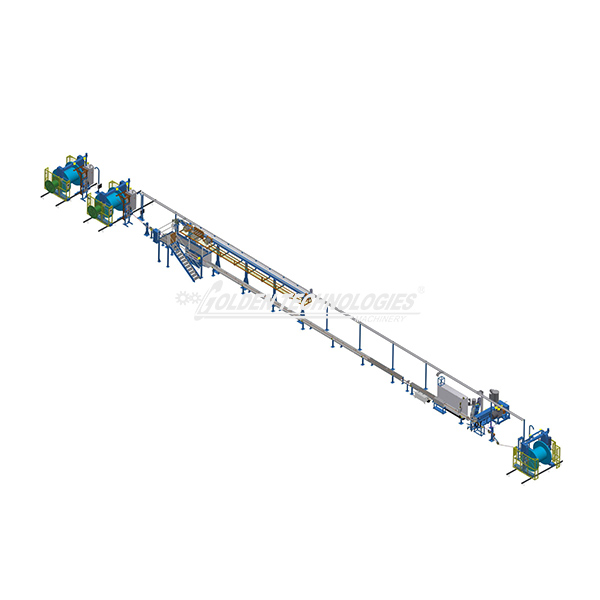
Вот смотришь на чертежи экструдера — вроде всё просто: бункер, шнек, зоны нагрева, головка. Но когда в 2008-м мы запускали линию для телекоммуникационных кабелей, выяснилось: даже угол наклона бункера влияет на однородность подачи гранул ПВХ. Производители обычно рекомендуют 45 градусов, но для материалов с высокой сыпучестью лучше 50-55 — меньше зависаний. Хотя для полиэтилена это уже критично: при большом угле гранулы проскальзывают, шнек работает вхолостую.
Запомнил случай с коаксиальным кабелем для морских буев: заказчик жаловался на пузыри в изоляции. Думали на влажность сырья, неделю сушили — без изменений. Оказалось, проблема в зоне дегазации — вакуумный насос не создавал достаточного разрежения из-за износа уплотнителей. Мелочь, которую в техобслуживании часто пропускают.
Кстати, про шнеки. Универсальные решения редко работают идеально. Для ПВХ нужен шаг 1.2-1.5D, для сшитого полиэтилена — уже 1.8-2.2D. На одном из заводов под Дунгуанем видел, как пытались экономить, используя один шнек для всех материалов — в итоге перерасход полимера достигал 12%, не говоря о постоянном перегреве.
Современные экструдеры оснащены цифровыми контроллерами, но опытный оператор всё равно кладёт руку на головку — кожей чувствует перепады. Особенно критично для тонкостенных оболочек: если в третьей зоне скачок даже на 3°C, на готовом кабеле появится 'апельсиновая корка'.
Работая с ООО 'Золотые Технологии', мы как-то тестировали экструдер для кабелей с огнестойкой изоляцией. Технологи требовали выдерживать 185°C ±1°C по всем зонам. Стандартный ПИД-регулятор не справлялся — помогло только подключение внешнего термостата с платиновыми датчиками. Кстати, их оборудование всегда отличалось продуманной системой термостабилизации — видно, что инженеры сами прошли через производственные проблемы.
Самая неочевидная вещь — инерционность нагревателей. Когда увеличиваешь скорость протяжки, логично добавить температуру. Но если переборщить, через 20 минут получишь деградацию материала. Приходится действовать ступенчато: +2°C, ждёшь 5 минут, смотришь на манометр расплава, потом ещё +1°C. Как шеф-повар, который подсаливает суп по чуть-чуть.
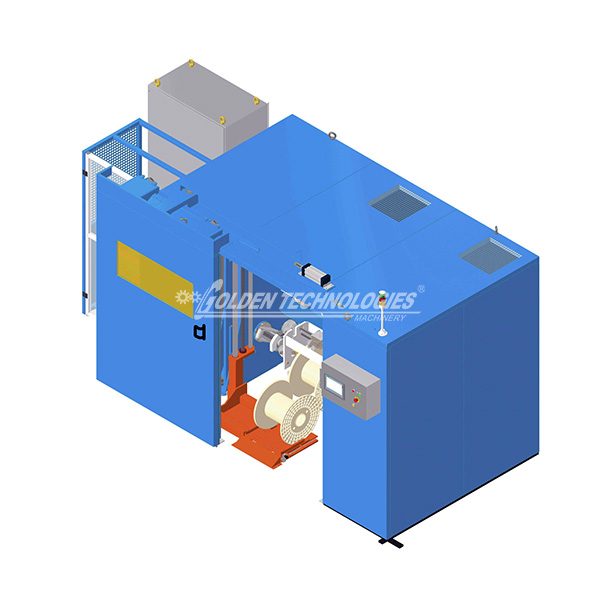
Многие недооценивают систему охлаждения, а ведь именно здесь формируется кристаллическая структура полимера. Для толстостенной изоляции нужна постепенная температурная градация: первый бак — 60-70°C, второй — 40°, третий — комнатная. Если сразу в холодную воду — возникнут внутренние напряжения, которые проявятся при скрутке кабеля.
Помню, как на заводе в Дунгуане пришлось переделывать всю систему охлаждения для кабелей с изоляцией из сшитого полиэтилена. Проектировщики поставили короткие баки, вода не успевала забрать тепло — кабель выходил с волнообразной поверхностью. Увеличили длину с 6 до 12 метров, добавили циркуляционные насосы — проблема исчезла.
Вакуумные калибрующие устройства — отдельная тема. Заказчики часто экономят на них, а потом удивляются, почему диаметр 'плавает'. Особенно важно для кабелей с фторопластовой изоляцией — материал дорогой, перерасход в 0.1 мм на километре даёт тонны лишних затрат.
Казалось бы, закупай качественное сырьё — и проблем не будет. Но в 2015-м был случай: партия чёрного полиэтилена от проверенного поставщика вдруг начала забивать фильтры. Оказалось, производитель сменил тип сажи — более крупные частицы не плавились в зоне сжатия. Пришлось экстренно менять фильтрующие сетки со 100 на 60 микрон.
С антипиренами вообще отдельная история. Когда добавляешь огнезащитные добавки в ПВХ, нужно учитывать их влияние на текучесть расплава. Один раз видел, как технологи увеличили дозу антипирена на 5% — экструдер начал работать с перегрузом 30%, двигатель постоянно уходил в защиту.
Цветные полосы на изоляции — кажется, мелочь? Но если краситель несовместим с основным полимером, полосы будут 'плыть' или вообще обрываться. Для многожильных контрольных кабелей это критично — монтажники путают жилы. Приходится тестировать каждую партию красителя на адгезию.
В 2019-м делали партию кабелей для Крайнего Севера — мороз -60°C, обычный ПВХ дубеет. Перешли на специальный морозостойкий полиэтилен, но он оказался слишком эластичным — при протяжке через калибрующее устройство растягивался. Помогло увеличение скорости охлаждения и установка дополнительных направляющих роликов.
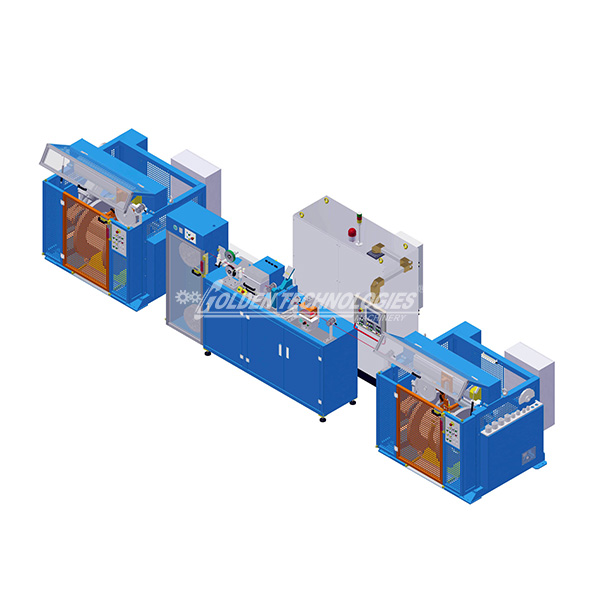
Ещё запомнился заказ для нефтяной платформы — требовалась броня из оцинкованной стали поверх изоляции. Стандартный экструдер не подходил — вибрация от бронеплетения вызывала биение кабеля в головке. Разработали специальную систему подвеса с демпфирующими пружинами — решение теперь используют несколько заводов.
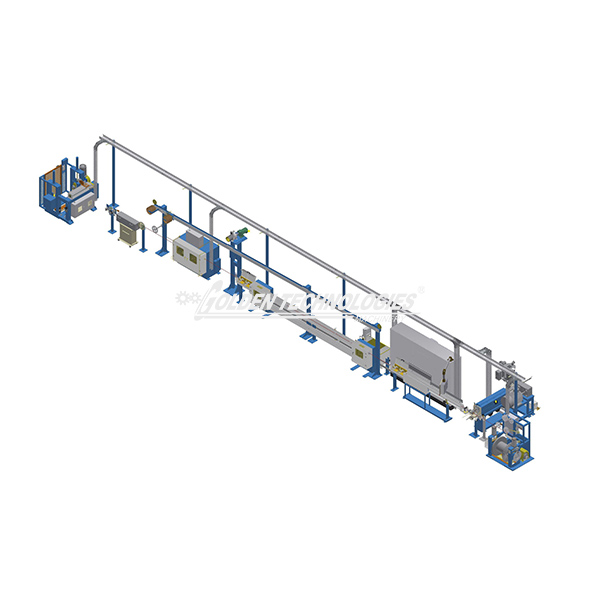
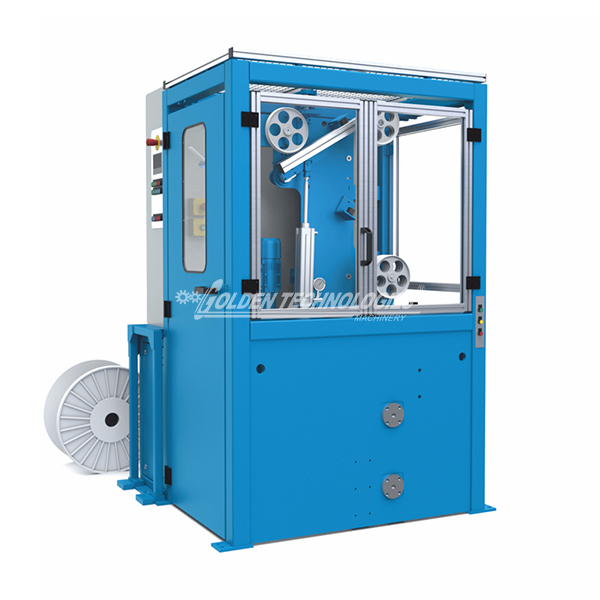
Кстати, про экструдер для производства кабелей от 'Золотые Технологии' — их модель GTC-120 особенно хорошо показала себя при работе с композитными материалами. Видно, что конструкторы учли опыт реальной эксплуатации: разборный шнек для быстрой очистки, съёмные термопары, продуманная эргономика панели управления. Не идеально, конечно — например, доступ к нагревателям мог бы быть удобнее, но в целом для 95% задач более чем достаточно.
При выборе экструдера все смотрят на производительность кг/час, но редко учитывают потери на запуск. Особенно при смене цвета или материала — пока выйдешь на стабильные параметры, может уйти до 50 кг сырья в отход. Для дорогих специализированных пластиков это тысячи долларов в месяц.
Энергопотребление — ещё один скрытый резерв. Современные частотные приводы экономят до 15% электроэнергии, но их часто отключают 'для стабильности'. Хотя на длинных прогонах экономия ощутима — особенно при текущих тарифах.
Техобслуживание — банальная, но важная вещь. Видел завод, где экономили на замене тефлоновых вкладышей в головке — в итоге за год перерасход материала составил 7%. При стоимости кабельного пластика под 2000$ за тонну — серьёзные деньги.
Со временем начинаешь чувствовать экструдер как живой организм. По звуку двигателя понимаешь, что шнек загружен неравномерно. По запаху расплава — когда началась деградация материала. По вибрации — есть ли проблемы с подшипниками.
Ни один датчик не заменит этого опыта. Да, современное оборудование типа того, что делает ООО Золотые Технологии Проводное и Кабельное Оборудование, оснащено кучей сенсоров. Но когда на линии одновременно работают три экструдера — на изоляцию, внутреннюю оболочку и маркировку — только оператор с десятилетним стажем сможет поймать момент, когда нужно подкорректировать параметры.
Поэтому несмотря на автоматизацию, спрос на специалистов, которые понимают не просто теорию, а физику процесса, только растёт. Особенно с появлением новых материалов — тех же биоразлагаемых композитов или сверхпроводящих покрытий. В этом плане экструдер для кабелей остаётся одновременно и простым, и бесконечно сложным аппаратом — как скрипка Страдивари: все секреты известны, но идеально играют единицы.