with-R.png)


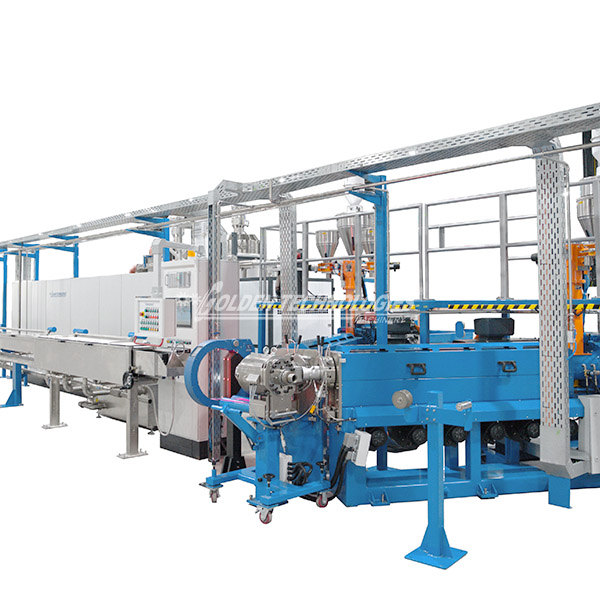
Когда слышишь ?экструдер для оптического волокна?, многие сразу представляют гигантский станок с кучей кнопок. А на деле — это скорее как хирургический инструмент: малейший перекос в настройке, и всё, брак по всей партии. У нас в ООО Золотые Технологии Проводное и Кабельное Оборудование с 2004 года через руки прошли десятки конфигураций, и я до сих пор помню, как в начале путали температурные зоны экструзии с зонами охлаждения. Сейчас смешно, а тогда — полсмены простоя.
Если разбирать наш стандартный экструдер для оптического волокна, то ключевое — не сам шнек, как многие думают, а система подогрева цилиндров. Мы в Дунгуане сталкивались с локальными комплектующими, где термопары давали погрешность в 3–4°C. Кажется, мелочь? А при скорости протяжки 1200 м/мин это приводит к колебаниям диаметра оболочки. Пришлось переходить на немецкие датчики, хотя изначально бюджет был рассчитан на китайские аналоги.
Зона охлаждения — отдельная история. Раньше ставили открытые ванны с водой, но в условиях высокой влажности в цехе конденсат попадал на направляющие ролики. Волокно начинало ?плыть?, приходилось останавливать линию. Сейчас используем закрытые системы с точным контролем температуры воды — упали до 0.5°C отклонения.
Шнеки... Вот где собака зарыта. Для одномодового волокна используем шнеки с соотношением L/D 28:1, для многомодового — 25:1. Разница кажется несущественной, но если перепутать — материал ПБТТ начинает деградировать раньше времени. Как-то поставили ?универсальный? шнек от местного производителя — через неделю на выходе пошли пузырьки в оболочке. Вернулись к проверенным японским поставщикам, хоть и дороже.
Температурные профили — это не просто цифры на экране. Для первичного покрытия обычно держим 380–395°C, но если влажность в цехе поднимается выше 60%, приходится снижать на 5–7 градусов. Иначе адгезия падает. Один раз не уследили — вся партия ушла в брак, клиент вернул 20 км волокна.
Скорость протяжки... Многие гонятся за цифрами, но мы на своем опыте поняли: лучше стабильные 1500 м/мин, чем рывками 2000. Особенно для цветного маркированного волокна — там даже 5% перепада скорости ведет к неравномерности окраски. Кстати, для цветных волокон мы дополнительно ставим УФ-сушилки после экструдера, иначе краситель не фиксируется.
Давление в фильере — параметр, который редко обсуждают, но он критичен. Держим в районе 220–240 бар для стандартных диаметров 250 мкм. Если падает ниже 200 — значит, фильера засоряется или проблемы с подачей гранулята. Как-то из-за некачественного сырья давление скакало так, что пришлось менять фильеру каждые 12 часов вместо обычных 200.
Самая частая проблема — пузырьки в оболочке. Раньше грешили на вакуумную систему сушки гранулята, а оказалось — дело в рекуперации воздуха от охладителей. Переделали систему вентиляции в цехе — проблема ушла на 90%.
Еще один кошмар — статическое электричество. Особенно зимой, когда влажность в цехе падает до 30%. Волокно начинало ?прилипать? к направляющим, вызывая микроцарапины. Решили установкой ионизаторов на каждом поворотном узле — простое решение, но эффект заметили сразу.
Калибровка измерительных систем — отдельная головная боль. Лазерные микрометры нужно калибровать каждые 8 часов, иначе погрешность накапливается. Как-то пропустили калибровку — и отгрузили партию с диаметром 254 мкм вместо 250. Клиент, к счастью, оказался понимающим, но урок усвоили.
Наш экструдер для оптического волокна в Дунгуане работает в три смены уже 7 лет. За это время меняли подшипники шнека три раза, термоэкраны — каждый год. Самое уязвимое место — система теплообмена: местная вода с высоким содержанием солей быстро забивает каналы. Пришлось ставить дополнительные фильтры с автоматической промывкой.
Энергопотребление — отдельная тема. Современные инверторные двигатели экономят до 15% энергии compared с моделями десятилетней давности. Но многие производители до сих пор экономят на этом — а потом удивляются высоким счетам за электричество.
Система ЧПУ — мозг всего процесса. Мы используем Siemens Sinumerik, но для небольших производств подойдет и Beckhoff. Главное — возможность тонкой настройки температурных зон и плавного изменения скорости. Помню, как на старом оборудовании приходилось вручную крутить потенциометры — сейчас звучит как каменный век.
Сейчас все говорят про 5G и необходимость увеличения пропускной способности. Для нашего экструдера для оптического волокна это означает переход на более тонкие оболочки — уже экспериментируем с толщиной 200 мкм вместо стандартных 250. Проблема в том, что требуется более точный контроль ovality — даже 2% несroundности уже критично.
Автоматизация — следующий шаг. Мы в ООО Золотые Технологии тестируем систему машинного зрения для обнаружения микротрещин прямо на линии. Пока работает с точностью 98%, но нужно дорабатывать алгоритмы для разных цветов оболочки.
Экологичность — тренд, который нельзя игнорировать. Переходим на гранулят с содержанием вторичного сырья до 15%. Сначала были проблемы с однородностью расплава, но после модификации шнека удалось добиться стабильного качества.
Работа с экструдером для оптического волокна — это постоянный компромисс между скоростью, качеством и стоимостью. Наш опыт в ООО Золотые Технологии показывает: нельзя экономить на системе контроля температуры и точной механике. Лучше купить меньше линий, но оборудовать их должным образом.
Многие производители гонятся за производительностью, забывая о стабильности. А в оптическом волокне стабильность параметров важнее рекордов скорости. Как показала наша практика, клиенты готовы платить за стабильное качество, а не за рекордные цифры в технических характеристиках.
Если бы начинать сейчас — я бы сосредоточился на модульной конструкции экструдера. Это позволяет быстро перенастраивать линию под разные типы волокна. Мы постепенно движемся в этом направлении, модернизируя старое оборудование. Как говорится, совершенству нет предела — особенно в таком точном процессе, как экструзия оптического волокна.