with-R.png)


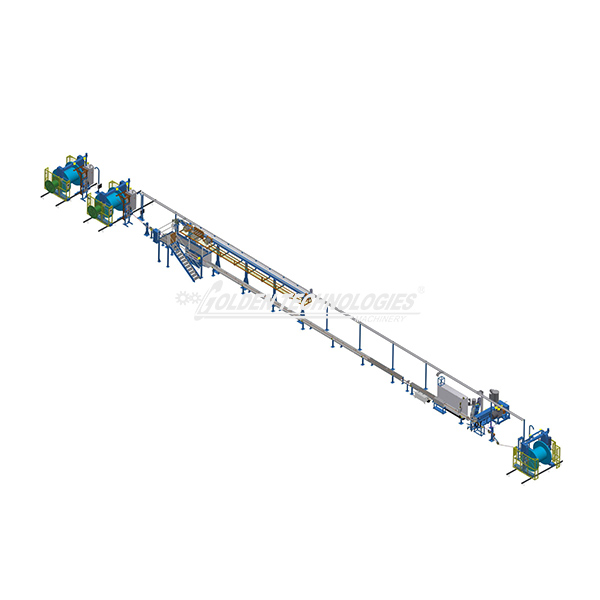
Когда слышишь 'экструдер для оболочки', многие сразу представляют универсальный аппарат, который якобы подходит для любых типов изоляции. На деле же — это узкоспециализированное оборудование, где малейший просчёт в настройке температуры или выборе шнека ведёт к браку. В нашей практике на экструдерах для оболочки часто экономят, покупая модели без точного контроля нагрева, а потом удивляются, почему оболочка трескается или неравномерно ложится на жилу.
Шнек — это сердце любого экструдера для оболочки. Если его геометрия не соответствует типу полимера, например, ПВХ или сшитому полиэтилену, то вместо стабильной экструзии получаются волнообразные участки на оболочке. Однажды мы тестировали китайский аналог с 'универсальным' шнеком — в итоге пришлось переделывать всю оснастку, потому что перегретый материал начинал гореть в зоне дозирования.
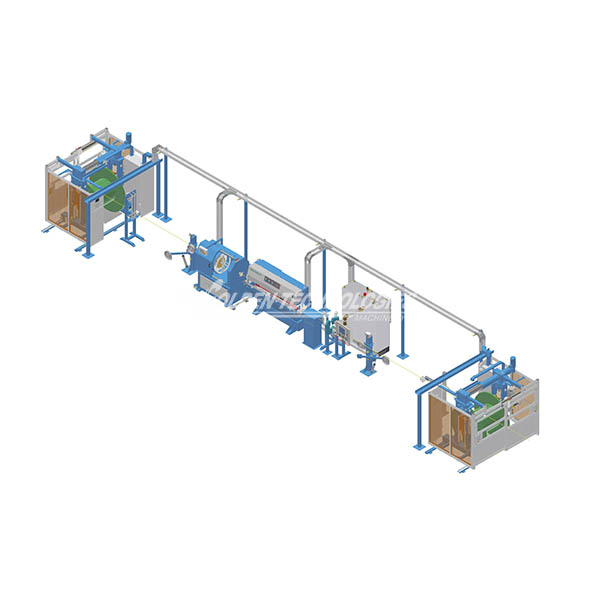
Система охлаждения — ещё один камень преткновения. Водяные ванны часто настраивают 'на глаз', но если скорость охлаждения не синхронизирована со скоростью экструзии, оболочка деформируется. Особенно критично для толстостенных кабелей, где перепад температур между слоями вызывает внутренние напряжения.
Модуль предварительного подогрева жилы — опция, которую многие считают излишней. Однако именно он предотвращает отслоение оболочки при резких перепадах температуры эксплуатации. В экструдерах для оболочки от ООО 'Золотые Технологии' этот модуль встроен базово — и да, это снижает количество рекламаций по адгезии.
Самая распространённая ошибка — игнорирование техкарт материалов. Каждый производитель полимеров даёт температурные профили, но на деле их корректируют под конкретную линию. Например, для того же экструдера для оболочки мы вывели эмпирическую формулу: температура на головке должна быть на 5-7°C ниже, чем в зоне плавления, иначе возможен эффект 'акульей кожи'.
Недооценка чистки — история с печальным концом. Остатки старого материала в зоне фильтров или переходниках приводят к градуировке. Как-то раз заказчик жаловался на чёрные точки в прозрачной оболочке — оказалось, предыдущая партия была чёрной, и бригада не промыла систему полностью.
Калибровка датчиков — скучная, но жизненно важная процедура. Раз в квартал нужно проверять термопары и тензодатчики. Помню случай, когда из-за 'уплывшего' датчика температуры пережгли партию оболочки для морского кабеля — убыток составил почти полмиллиона рублей.
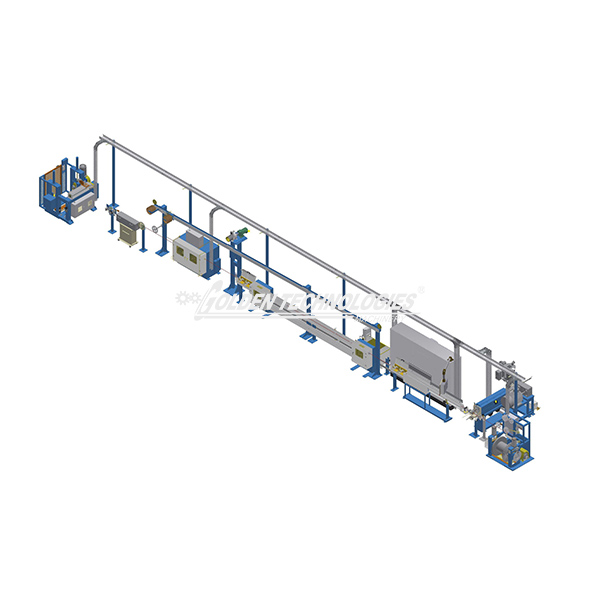
В 2019 году мы модернизировали линию для кабеля КВВГ — заказчик жаловался на 'потёки' на оболочке. После анализа выяснили, что проблема в изношенной фильерной головке. Установили новую с полированной поверхностью и добавили стабилизатор давления — дефект исчез. Кстати, этот кейс описан на сайте https://www.gtcablemachinery.ru в разделе 'Решения'.
Ещё один показательный пример — переход на безгалогенные составы. Многие экструдеры для оболочки не справлялись с повышенной вязкостью материала. Пришлось пересчитать длину зоны пластикации и установить шнек с изменённым шагом. Результат — стабильная экструзия при скорости до 25 м/мин.
Работа с тонкостенными оболочками (менее 0.8 мм) — отдельный вызов. Здесь критичен контроль eccentricity. Мы разработали систему лазерного мониторинга в реальном времени, которая интегрируется в экструдер для оболочки. Теперь отклонение более 0.1 мм сразу видно на мониторе оператора.
Соотношение L/D к шнеку — не просто цифра в паспорте. Для термостойких композиций (например, с кремниевым наполнителем) нужно минимум 25:1, иначе материал не успевает пластифицироваться. В стандартных моделях часто ограничиваются 20:1 — этого достаточно для ПВХ, но не для спецматериалов.
Блок управления — лучше брать с возможностью сохранения рецептов. Когда переключаешься между разными типами оболочки, ручная настройка занимает до часа. Система с памятью сокращает этот процесс до 5-7 минут. В наших линиях, кстати, предусмотрено до 50 слотов под рецепты.
Энергопотребление — кажется мелочью, но при круглосуточной работе разница в 10-15% выливается в серьёзные суммы. Рекомендую сравнивать не только цену экструдера для оболочки, но и данные по кВт/ч на килограмм продукции. У современных моделей этот показатель должен быть не выше 0.35-0.4 кВт/кг.
Современные тенденции — это интеграция с Industry 4.0. Например, в экструдерах для оболочки последнего поколения уже есть прогнозирование износа шнека по данным телеметрии. Система анализирует рост давления и температуру в зоне дозирования, предупреждая о необходимости замены за 2-3 недели.
Но есть и ограничения — например, для сверхтонких оболочек (менее 0.3 мм) классическая экструзия не подходит. Приходится использовать коэкструзию или вообще переходить на альтернативные методы. Это тот случай, когда экструдер для оболочки упёрся в физические пределы технологии.
Биоразлагаемые материалы — новая головная боль. Они требуют особых условий переработки, и стандартные узлы из нержавеющей стали не всегда подходят. Приходится экспериментировать с покрытиями и конструкцией зон пластикации. ООО 'Золотые Технологии' как раз ведёт НИОКР в этом направлении — первые образцы уже тестируются на производственной площадке в Дунгуане.
Если подводить итог — экструдер для оболочки не терпит шаблонного подхода. Каждая производственная задача уникальна, и готовых решений почти нет. Да, базовые принципы работы одинаковы, но нюансы реализации определяют 90% успеха.
Наша компания, ООО 'Золотые Технологии', с 2004 года специализируется на кабельном оборудовании, и мы прошли путь от простых линий до комплексных решений. Город Дунгуань, где расположено производство, даёт доступ к передовым материалам и компонентам, но главное — это накопленный опыт. Мы не просто продаём экструдеры для оболочки, а адаптируем их под реальные условия заказчика.
И последнее: не верьте тем, кто говорит, что можно купить 'идеальный' экструдер. Лучше вложиться в обучение операторов и регулярный сервис — это окупится быстрее, чем гонка за модными опциями. Проверено на десятках проектов от Калининграда до Владивостока.




.jpg)