with-R.png)


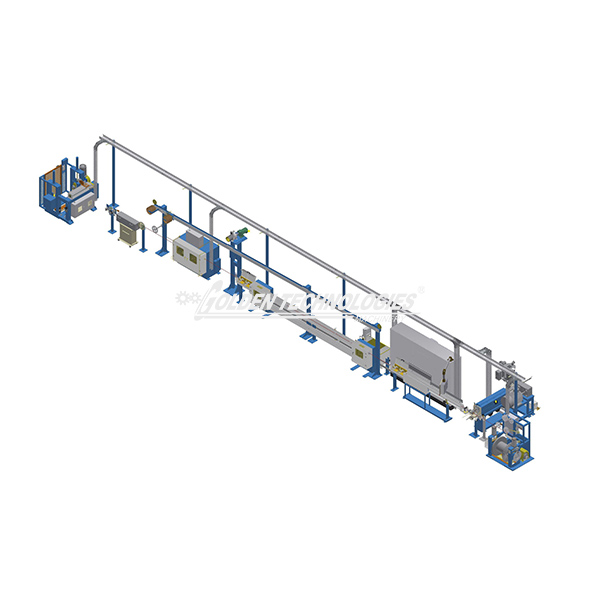
Когда слышишь 'производственная машина', первое, что приходит в голову — громоздкий станок с масляными пятнами на станине. Но за два десятилетия работы с кабельным оборудованием понял: суть не в размерах, а в том, как техника вписывается в технологическую цепочку. Вот в ООО Золотые Технологии Проводное и Кабельное Оборудование, например, до сих пор спорят — считать ли производственная машина просто 'исполнителем операций' или всё же узлом, формирующим качество продукции. Лично я видел, как из-за неправильной настройки направляющих роликов на линии скрутки медные жилы шли 'в елочку' — казалось бы, мелочь, а брак партии 12%.
Помню, в 2007-м к нам на площадку в Дунгуане привезли первую экструзионную установку с 'умным' контролем толщины изоляции. Инженеры хвалили систему лазерного сканирования, а на деле датчики залипали от вибрации соседнего гранулятора. Пришлось переделывать крепления, добавлять демпфирующие прокладки — те самые решения, которые в каталогах не опишешь, но без них производственная машина просто не выходит на стабильные 92% OEE.
Сейчас вот внедряем охлаждающие ванны с модульной конструкцией — казалось бы, простейший узел. Но если раньше регулировали только длину секций, то теперь играемся с углами наклона и турбулизацией потока. На последней линии для силовых кабелей 110 кВ удалось снизить продольную усадку изоляции с 0,8% до 0,3%. Мелочь? Только до первого тендера, где каждый процент — это либо проигранный контракт, либо дополнительные 300 тысяч рублей штрафов за несоответствие ТУ.
Кстати, о Дунгуане. Когда в 2004-м открывали производство, местные технологú твердили: 'Здесь влажность 80%, ваши европейские допуски не работают'. Пришлось пересчитывать тепловые зазоры в тянущих системах — именно тогда появилась та самая модификация направляющих с компенсаторами из спецсплава. Сейчас этот патент даже в документации ООО Золотые Технологии упоминается как 'решение для регионов с повышенной агрессивностью среды'.
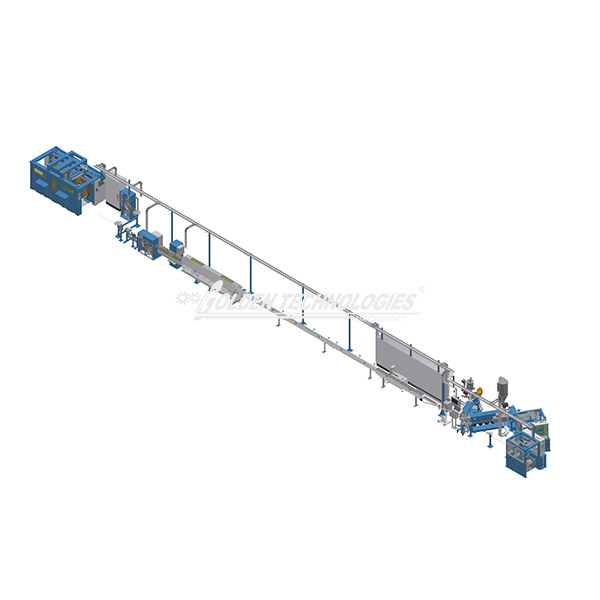
Многие до сих пор считают, что главное в производственная машина — точность. На деле же 70% простоев у нас в цеху происходят из-за 'нестыковок' между модулями. Типичный пример: подающий механизм работает с шагом 0,5 мм, а приемный — 0,52 мм. В спецификациях всё идеально, а на практике — петли, обрывы, постоянные переналадки.
Особенно досталось системе охлаждения на линии для коаксиальных кабелей. По паспорту — равномерный обдув ±2°C, а термография показывала перегрев в зоне контакта с роликами. Добавили дополнительные датчики температуры, переложили воздуховоды — результат: скорость линии выросла с 120 до 160 м/мин без потери качества изоляции.
Еще один момент, о котором редко пишут в брошюрах — совместимость с местными материалами. Китайские ПВХ-компаунды имеют другую текучесть, чем европейские аналоги. Пришлось полностью перенастраивать температурные профили экструдеров. Сейчас у нас в Дунгуане даже есть своя база настроек под 17 типов сырья — то, что в ООО Золотые Технологии называют 'адаптацией под региональные особенности'.
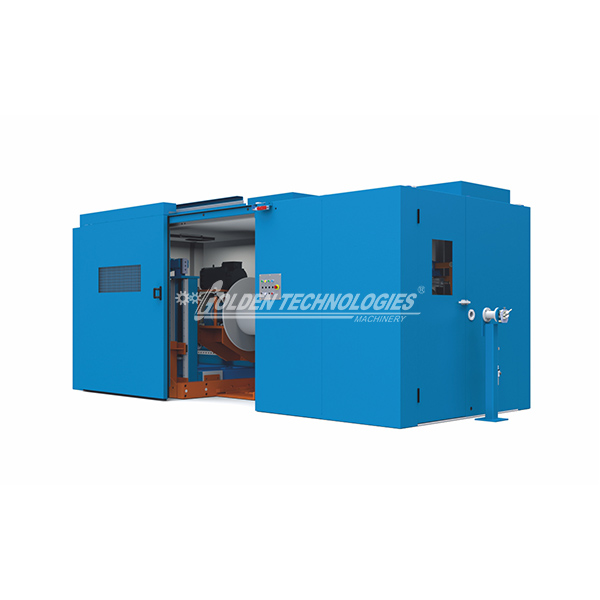
Когда в 2015-м начали внедрять систему сбора данных с датчиков вибрации, думали — вот он, прорыв. На деле оказалось, что 80% аварийных остановок связаны с банальным износом шестерен, который 'умная' система не отслеживала. Пришлось разрабатывать гибридный подход: IoT-платформа + еженедельный ручной осмотр редукторов.
Сейчас тестируем предиктивную аналитику на основе данных с тензодатчиков. Интересно, что алгоритм научился предсказывать необходимость замены подшипников за 40-50 часов до критического износа. Но опять же — для разных типов производственная машина пришлось обучать отдельные модели. На линиях скрутки, например, вибрационные паттерны совершенно другие, чем на экструдерах.
Коллеги из сервисного отдела жалуются, что теперь вместо 'постороннего шума в редукторе' приходится объяснять клиентам про 'аномалии в спектральном анализе'. Прогресс, конечно, но иногда кажется, что мы усложняем там, где можно обойтись обычным виброметром и опытом механика.
В 2010-м пробовали ставить на линию экструзии китайские нагревательные элементы вместо немецких — экономия 60%. Через три месяца начались перебои с температурой, пришлось менять на ходу всю партию. С тех пор в ООО Золотые Технологии действует правило: критичные узлы — только проверенные поставщики, даже если дороже.
Сейчас вот столкнулись с обратной проблемой — заказчик требует 'самое современное' для линии волочения. Установили сервоприводы последнего поколения, а они оказались слишком 'чувствительными' к качеству местной электроэнергии. Пришлось докупать стабилизаторы — в итоге переплата 25% к первоначальной смете.
Интересно, что самые надежные решения часто оказываются самыми простыми. Например, механический тормоз на намоточном станке — работает безотказно 15 лет, пока его 'умные' аналоги уже трижды меняли. Хотя для маркетинга, конечно, выгоднее рассказывать про AI и Industry 4.0.
За годы работы понял: идеальной производственная машина не бывает. Важно, чтобы она соответствовала трем критериям: ремонтопригодность силами местных специалистов, адаптивность к реальным материалам и разумный баланс между автоматизацией и простотой.
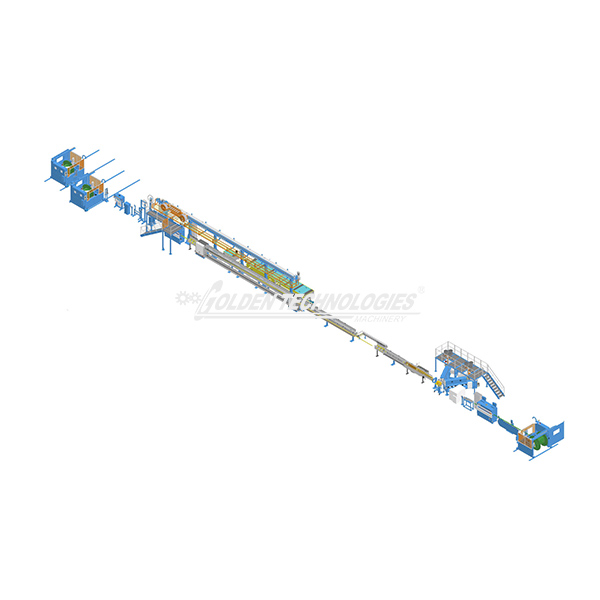
Сейчас, глядя на новые разработки ООО Золотые Технологии, вижу, как эволюционирует подход: вместо 'максимум функций' — 'оптимальная надежность'. Может, поэтому наши линии в том же Дунгуане работают по 5-7 лет без капитального ремонта, в то время как у конкурентов уже через три года начинаются системные проблемы.
Кстати, о долгосрочной перспективе. Недавно анализировали статистику по 120 установкам — оказалось, что оборудование с модульной архитектурой в среднем служит на 40% дольше монолитных конструкций. Да, первоначальная стоимость выше, но за 10 лет экономия на модернизации покрывает разницу. Как раз тот случай, когда нужно считать не цену покупки, а стоимость владения.







.jpg)