with-R.png)


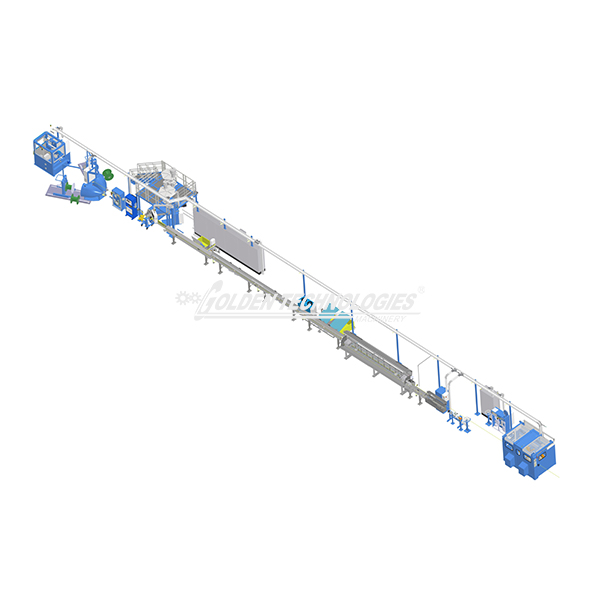
Когда говорят про оборудование для производства электрических кабелей, многие представляют себе просто экструдер и намоточный станок. На деле же это целый технологический комплекс, где каждый узел влияет на конечные характеристики продукции. В нашей практике бывали случаи, когда клиенты экономили на системе охлаждения экструдера, а потом не могли понять, почему изоляция получается с неравномерной толщиной стенки.
Начнем с самого начала – подготовка сырья. Здесь важно не просто расплавить полимер, а добиться стабильного показателя текучести расплава. Мы в Оборудование для производства электрических кабелей всегда обращаем внимание на систему дозирования - даже 2% отклонение в количестве добавок может привести к изменению диэлектрических свойств изоляции.
Особенно критичен этап экструзии. Помню, на одном из заводов в Новосибирске столкнулись с проблемой: при производстве кабелей на 10 кВ появлялись микротрещины в изоляции. Оказалось, проблема не в самом экструдере, а в неправильной калибровке системы контроля толщины изоляции. Пришлось перенастраивать весь технологический цикл.
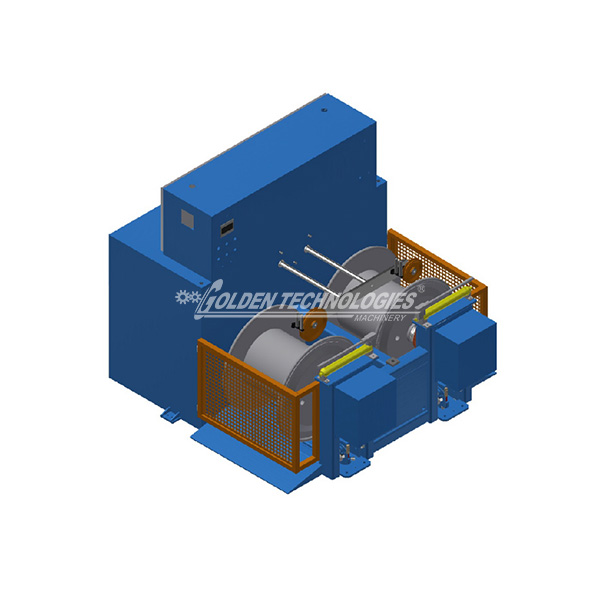
Что касается скрутки жил - здесь многие недооценивают важность равномерного натяжения. Если хоть одна жила натянута сильнее других, со временем это приведет к нарушению симметрии кабеля. Проверяли как-то бракованную партию - в 70% случаев проблема была именно в этом.
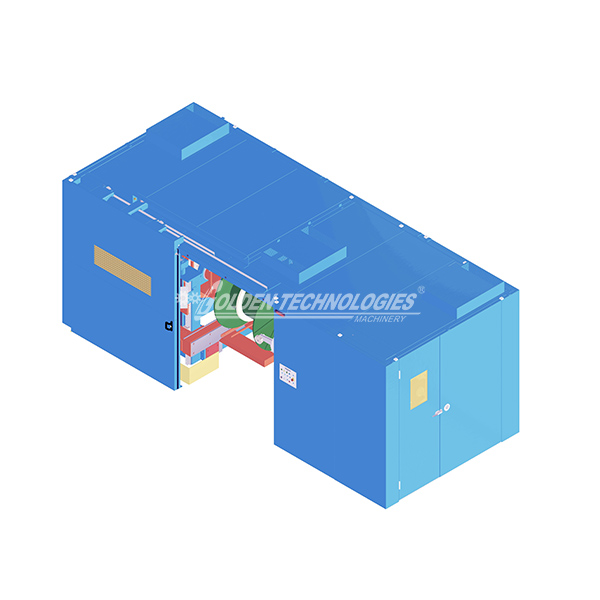
С производством высоковольтных кабелей ситуация вообще отдельная. Здесь кроме стандартного оборудования нужна еще система дегазации полупроводящих слоев. Как-то пришлось переделывать целую линию для завода в Казани - заказчик изначально хотел сэкономить на этом узле, но потом все равно пришлось докупать.
Термоусадочное оборудование для внешней оболочки - тоже момент важный. Особенно для кабелей, которые будут прокладываться в грунте. Помню, в 2018 году был случай, когда из-за некачественной усадки влага попала под броню, и через полгода кабель вышел из строя.
Испытательные стенды - отдельная тема. Многие производители экономят на этом, а зря. Как минимум нужны: установка для измерения емкости, прибор для проверки сопротивления изоляции и оборудование для испытания на пробой. Без этого вообще нельзя говорить о качестве продукции.
По опыту скажу - самое слабое место в любом кабельном оборудовании это система нагрева экструдеров. ТЭНы выходят из строя чаще всего, особенно если не соблюдать температурный режим. Мы в Оборудование для производства электрических кабелей всегда рекомендуем запасной комплект - просто потому, что остановка линии на сутки обходится дороже, чем несколько нагревателей.
Система охлаждения - еще один момент. Водяное охлаждение эффективнее воздушного, но требует подготовки воды. Как-то на предприятии в Красноярске из-за жесткой воды засорились форсунки, пришлось ставить дополнительную систему фильтрации.
Автоматизация - хорошо, но без дублирования ручного управления рискованно. Был случай, когда сбой в ПО полностью парализовал линию на 16 часов. С тех пор всегда настаиваем на резервной системе управления.
Самая распространенная ошибка - покупка оборудования без учета специфики сырья. Например, для сшитого полиэтилена нужны особые условия переработки, которые не каждая линия может обеспечить. Видел как-то китайскую линию, которую пытались адаптировать под наши стандарты - в итоге переделка обошлась дороже нового оборудования.
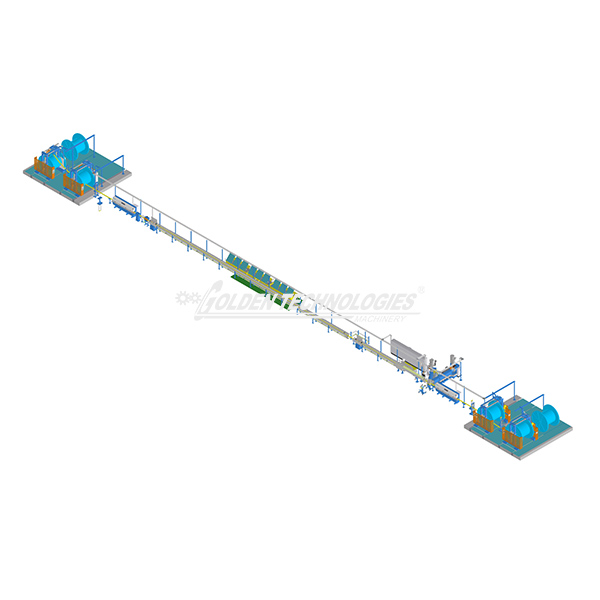
Еще момент - несоответствие производительности разных участков линии. Бывает, экструдер выдает 1200 кг/ч, а охлаждающая ванна рассчитана на 800 кг/ч. В результате либо снижаешь скорость, либо получаешь брак.
Экономия на контрольно-измерительных приборах - отдельная история. Без точного контроля толщины изоляции и экрана нормальный кабель не сделать. Особенно это важно для кабелей связи, где даже небольшие отклонения влияют на характеристики.
Сейчас все больше внимания уделяется энергоэффективности оборудования. Например, рекуперация тепла от систем охлаждения - раньше на это почти не обращали внимания, а сейчас это позволяет снизить энергопотребление на 15-20%.
Цифровизация тоже набирает обороты. Системы сбора данных по каждому метру кабеля - уже не фантастика, а необходимость. Правда, внедрять их нужно грамотно, чтобы не создавать лишних точек отказа.
Что касается новых материалов, то здесь оборудование должно быть адаптируемым. Скажем, для термопластичных эластомеров нужны иные температурные профили, чем для ПВХ. Универсальность становится ключевым требованием.
Наша компания Оборудование для производства электрических кабелей с 2004 года занимается разработкой и производством кабельного оборудования. Базируемся в Дунгуане - городе, который сочетает промышленные мощности с современными экологическими стандартами.
За эти годы мы прошли путь от простых экструдеров до комплексных решений 'под ключ'. Особое внимание всегда уделяем контролю качества на каждом этапе - от проектирования до финальных испытаний.
Сейчас активно развиваем направление энергосберегающего оборудования. Последняя наша разработка - система рекуперации тепла для линий сшивания ПЭ - позволяет существенно снизить эксплуатационные расходы. Подробнее можно посмотреть на https://www.gtcablemachinery.ru
В кабельном производстве мелочей не бывает. Даже такая простая вещь как направляющие ролики может повлиять на качество продукции. Поэтому при выборе оборудования нужно учитывать все - от сырья до условий эксплуатации.
Технологии не стоят на месте, но базовые принципы остаются. Главное - понимать физику процессов, а не просто слепо копировать чужие решения. Именно этот подход мы и применяем в своей работе.
Если говорить о будущем, то считаю, что основное развитие будет идти в направлении гибкости производственных линий. Возможность быстро перенастраивать оборудование под разные типы кабелей становится конкурентным преимуществом.







.jpg)