with-R.png)


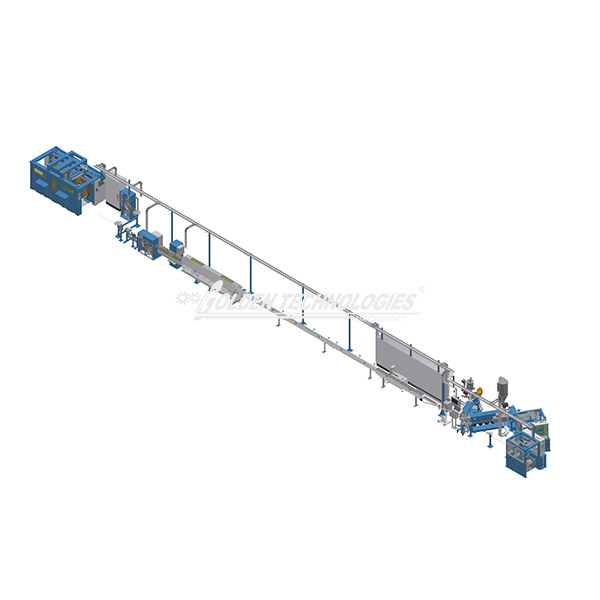
Когда слышишь про машины для экструзии медных стержней, многие сразу представляют себе просто пресс с нагревателем. На деле же это целая экосистема, где каждая мелочь вроде скорости подачи шихты или геометрии фильеры влияет на процент брака. В ООО Золотые Технологии Проводное и Кабельное Оборудование мы через это прошли — с 2004 года накопили столько случаев, что хватит на учебник по тому, чего нельзя повторить.
Помню, в 2012-м поставили линию с гидравлическим приводом на 800 тонн — вроде бы всё по учебникам рассчитано. Но при экструзии прутков диаметром 40 мм начался разнотолщинный выход по длине. Оказалось, проблема в системе стабилизации температуры контейнера: термопары стояли только в трёх точках, а тепловое поле было асимметричным. Пришлось допиливать уже на месте — добавлять дополнительные зоны нагрева.
Ещё один момент — выбор материала фильер. Для меди часто берут инструментальную сталь, но если в шихте есть микропримеси цинка, начинает происходить адгезия. Мы в Золотых Технологиях после серии тестов перешли на композитные материалы с керамическим напылением — ресурс вырос в 1,8 раза, но и стоимость оснастки подскочила. Хотя в пересчёте на километры продукции это окупается.
Кстати, про охлаждение. Многие недооценивают фазу калибровки — ставят стандартные водяные рубашки, а потом удивляются пористости на поверхности. Пришлось разрабатывать каскадную систему с разной температурой на участках: сразу после фильеры — 60°C, потом резкое охлаждение до 25°C, и уже перед намоткой — стабилизация при 40°C.
Скорость экструзии — тот параметр, который в теории выглядит линейным, а на практике даёт совершенно неожиданные эффекты. Например, при производстве стержней для токопроводящих шин мы столкнулись с тем, что при скорости выше 12 м/мин начинается эффект 'чешуйчатости' — не видно глазом, но при ультразвуковом контроле вылезают микродефекты.
А вот с медью марки М1 и вовсе вышла отдельная история. Казалось бы, чистейший материал, но именно из-за низкого содержания кислорода при определённых режимах начинает липнуть к стенкам контейнера. Пришлось экспериментировать с защитными атмосферами — азот слишком дорогой, в итоге остановились на смеси аргона с 2% водорода. Неидеально, но дешевле.
Самое сложное — поймать момент, когда нужно менять фильеру. Производители пишут ресурс в тоннах, но на практике износ зависит от циклов 'нагрев-охлаждение'. Мы в gtcablemachinery.ru теперь ведём журнал термоциклов для каждого комплекта оснастки — удивительно, но это дало +30% к точности прогнозирования замены.
Когда считаешь себестоимость экструзии, обычно учитываешь энергию и амортизацию. Но самые большие потери часто скрыты в мелочах. Например, простой на смену фильеры — если конструкция не продумана, это 40-50 минут простоя. Мы переделали систему крепления — теперь за 15 минут справляемся.
Ещё один скрытый резерв — подготовка шихты. Раньше закупали катанку определённого диаметра, но оказалось, что если использовать материал с отклонением +0,5 мм, это даёт прибавку к скорости экструзии почти 7% без потери качества. Правда, пришлось перенастраивать подающие механизмы.
Кстати, про энергопотребление. Современные машины для экструзии медных стержней с частотными преобразователями экономят до 25% энергии, но есть нюанс — при низких скоростях КПД падает. Поэтому мы в Дунгуане разработали режимный график, где учитывается не только объём производства, но и тарифы на электроэнергию по времени суток.
Влажность в цехе — казалось бы, какое отношение имеет к экструзии меди? Оказалось — прямое. При относительной влажности выше 70% на стержнях после охлаждения образуется микрооксидная плёнка, которая мешает последующему волочению. Пришлось ставить системы осушения воздуха в зоне намотки.
Вибрация — ещё один скрытый враг. Когда рядом работает мощный пресс, микровибрации передаются через фундамент. Это влияет на точность калибровки. Решили установить демпфирующие плиты с песчаным наполнителем — простое решение, но эффективное.
А вот сезонность — про это редко пишут. Летом, при высокой температуре в цехе, охлаждающая вода нагревается быстрее. Пришлось устанавливать дополнительный теплообменник для поддержания стабильной температуры в системе калибровки. Мелочь, а без неё брак вырастает на 3-4%.
Сейчас все увлеклись 'цифровизацией' экструзионного оборудования. Датчики, IoT, облачная аналитика... Но на практике часто оказывается, что простой контроль температуры с точностью до 0,5°C даёт больше, чем сложные системы предиктивной аналитики. Мы в Золотых Технологиях нашли баланс — базовый мониторинг плюс точечные 'умные' решения только для критических параметров.
Интересно получилось с системами автоматической правки стержня. Поставили лазерные датчики искривления с сервоприводами — вроде бы идеально. Но оказалось, что для меди с её высокой пластичностью такие системы создают 'эффект качелей' — стержень начинает колебаться. Вернулись к механическим роликовым правильным машинам, хоть и менее технологично, но надёжно.
Будущее, мне кажется, за гибридными решениями. Например, комбинация экструзии и непрерывного литья — мы пробовали такие экспериментальные установки. Пока дорого и сложно в обслуживании, но для специальных марок меди, где важна однородность структуры, это может стать прорывом. Впрочем, до серийного внедрения ещё лет пять как минимум.
Самая дорогая ошибка — попытка сэкономить на системе охлаждения. В 2015-м поставили чиллер меньшей мощности — мол, для наших объёмов хватит. Результат — неравномерная структура металла и 12% брака в жаркие месяцы. Пришлось переделывать.
Ещё запомнился случай с 'оптимизацией' техпроцесса. Решили увеличить температуру экструзии на 20°C, чтобы снизить усилие прессования. Вроде бы логично — экономия энергии. Но не учли, что при этом резко возрастает окисление поверхности. Получили стержни с повышенным сопротивлением — вся партия в брак.
А вот недавняя история с автоматизацией. Поставили робота-укладчика, чтобы заменять оператора. Оказалось, что опытный оператор по звуку работы пресса определяет начало проблем быстрее любой системы мониторинга. Пришлось оставить человека, но дать ему инструменты для быстрого реагирования. Технология технологией, а человеческий опыт пока незаменим.











.jpg)







