with-R.png)

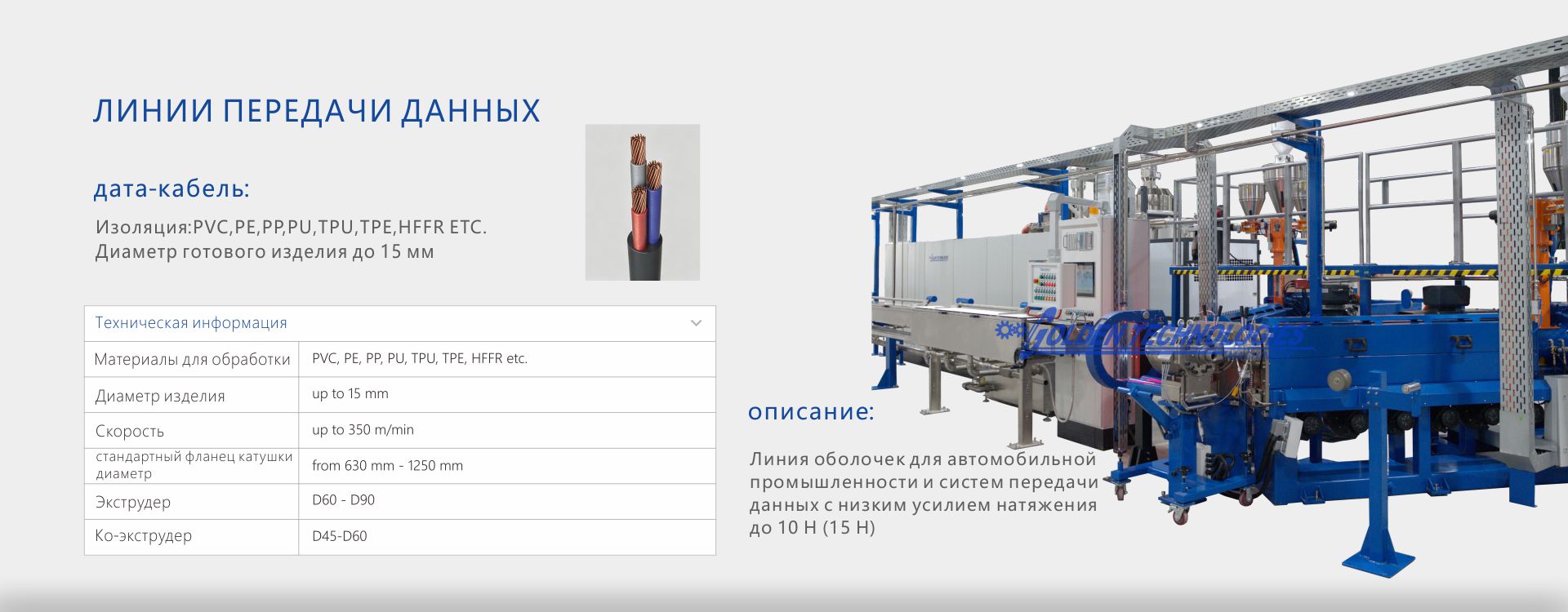
Когда слышишь ?машина для производства тефлона PTFE?, многие представляют универсальный аппарат, который штампует изделия как пирожки. На деле же — это целый технологический комплекс, где экструдер лишь верхушка айсберга. В нашей практике на ООО Золотые Технологии Проводное и Кабельное Оборудование часто сталкивались с тем, что клиенты недооценивают подготовку сырья, думая, что купил агрегат — и всё заработает. Приходилось объяснять, что ПТФЭ — материал капризный, требует точной дозировки пластификаторов и контроля температуры на каждом этапе.
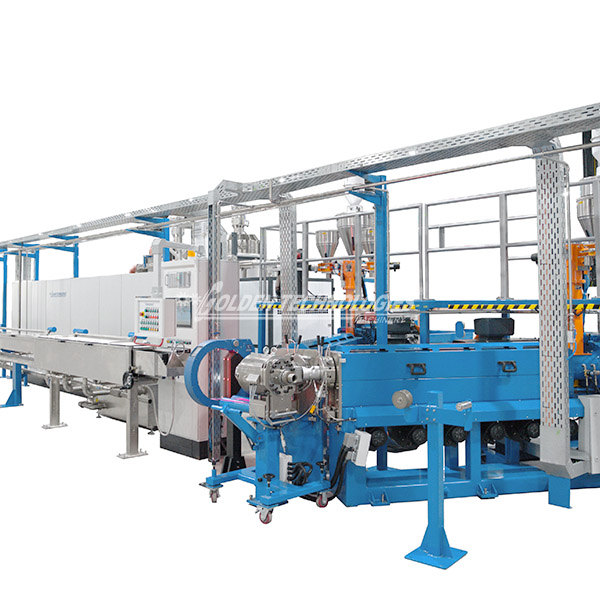
Если брать экструзионную часть, то тут важен не столько шнек, сколько система подогрева зон. У нас в gtcablemachinery.ru для ПТФЭ использовали трёхзонный нагрев с отдельными контурами охлаждения — иначе материал начинал спекаться раньше времени. Помню, в 2012 году пробовали упростить конструкцию, убрав один контур, но на выходе получили неравномерную усадку изоляции. Пришлось возвращаться к классической схеме.
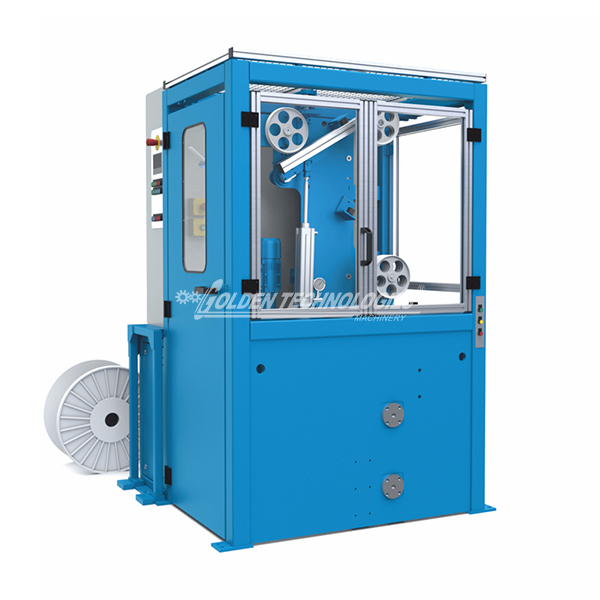
Особенно критичен узел загрузки — ПТФЭ-порошок склонен к слёживанию, и если шнек не имеет прерывистой нарезки, то образуются ?пробки?. Мы в Золотые Технологии после нескольких таких случаев стали ставить вибрационные питатели с дозатором, хотя изначально считали это избыточным. Но практика показала — без этого стабильность процесса недостижима.
Ещё один момент — материал контактов с расплавом. Нержавейка тут не всегда подходит, особенно для тонкостенных оболочек. Пришлось переходить на полированные сплавы с добавлением вольфрама — дорого, но иначе на поверхности появлялись продольные риски, которые для высокочастотных кабелей недопустимы.
Многие гонятся за высокой производительностью и поднимают температуру в зоне пластификации выше 380°C. Казалось бы, материал течёт лучше, но при этом начинается деполимеризация — появляются микротрещины после спекания. Мы в своих испытаниях нашли оптимальный диапазон 365–375°C, но с обязательным контролем времени пребывания массы в цилиндре.
Особенно проблемной оказалась зона дозирования — если там перегреть даже на 5–7 градусов, то готовое изделие теряет диэлектрические свойства. Как-то раз пришлось переделывать партию кабеля для военных заказчиков именно из-за этого нюанса. С тех пор для критичных применений ставим термопары в каждой зоне с выводом на независимый контроллер.
Интересно, что охлаждение после экструзии тоже требует индивидуального подхода. Если для обычных пластиков достаточно воздушной завесы, то для ПТФЭ нужен постепенный переход через температурные зоны — иначе внутренние напряжения приводят к короблению при последующем спекании.
С ПТФЭ-порошком работает правило: нельзя просто засыпать его из мешка в приёмный бункер. Обязательно нужна предварительная сушка — но не пересушивать! Оптимальную влажность мы подбирали опытным путём: если меньше 0.01%, начинается электростатика и неравномерное распределение пластификатора; если больше 0.03% — пузыри при спекании.
Фракционный состав — отдельная история. Когда только начинали в 2004 году, использовали стандартный порошок, но для тонкостенных изоляций пришлось переходить на классифицированные фракции. Закупали сепарационное оборудование — дорого, но без этого не добиться равномерности толщины стенки при экструзии.
Пластификаторы — их обычно недооценивают. Мы пробовали разные марки, но остановились на изопарафиновых — они дают более стабильную вязкость расплава. Хотя сначала были проблемы с остаточной летучестью — пришлось дорабатывать систему рекуперации паров.
Калибровочные устройства для ПТФЭ должны иметь точность не менее 0.05 мм — обычные допуски в 0.1 мм уже неприемлемы. Мы в ООО Золотые Технологии разработали систему с пневматическим поджимом роликов, которая компенсирует термическое расширение — без этого при переходе через зону спекания геометрия ?плывёт?.
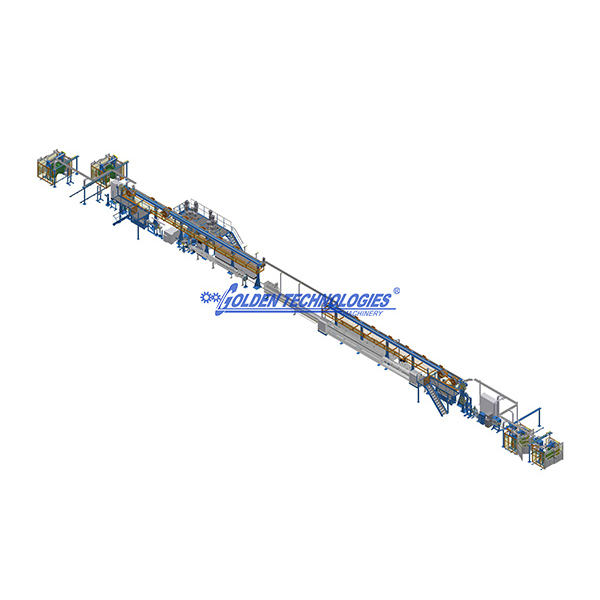
Спекание — самый сложный этап. Длина печи должна быть не менее 8 метров для обеспечения плавного температурного градиента. Помню, как в 2015 году пытались сократить длину до 5 метров — экономия места, но изделия получались с разной степенью кристалличности, что сказывалось на механических свойствах.
Скорость протяжки через печь — параметр, который часто настраивают ?на глазок?. Мы вывели эмпирическую формулу: для толщины стенки 0.3 мм оптимально 2.5 м/мин, для 0.8 мм — уже 1.2 м/мин. Отклонение даже на 10% приводит либо к недоспеканию, либо к перегреву.
Часто к нам обращаются с просьбой модернизировать оборудование, купленное 10–15 лет назад. Основная проблема — устаревшие системы контроля температуры. Меняем терморегуляторы на ПИД-контроллеры с точностью ±0.5°C — сразу видно улучшение стабильности процесса.
Ещё один слабый элемент — приводы протяжных устройств. Старые асинхронные двигатели не обеспечивают равномерного натяжения, приходится ставить сервоприводы. Дорого, но для прецизионных кабелей без этого нельзя — об этом мы всегда предупреждаем клиентов на gtcablemachinery.ru.
Интересный случай был с системой очистки шнека — для ПТФЭ нельзя использовать механические скребки, приходилось разрабатывать химический метод с последующей продувкой инертным газом. Решение оказалось настолько удачным, что теперь включаем его в стандартную комплектацию.
Сейчас экспериментируем с нанокомпозитами на основе ПТФЭ — добавляем модифицированные наполнители для улучшения механических характеристик. Но это требует пересмотра всей конструкции экструдера — обычные шнеки не справляются с повышенной вязкостью таких композиций.
Ещё одно направление — разработка систем рециклинга отходов ПТФЭ. Технологически сложно, но экономически оправдано — материал-то дорогой. Пока добились 30% возврата в производственный цикл без ухудшения свойств, но работа продолжается.
Цифровизация — тренд, но не панацея. Мы в Золотые Технологии внедряем системы мониторинга параметров в реальном времени, но главное — не перегружать оператора данными. Оставили только критичные параметры: температуру в зонах, давление расплава и скорость протяжки. Остальное — только по запросу, чтобы не отвлекать от контроля визуальных дефектов.