with-R.png)


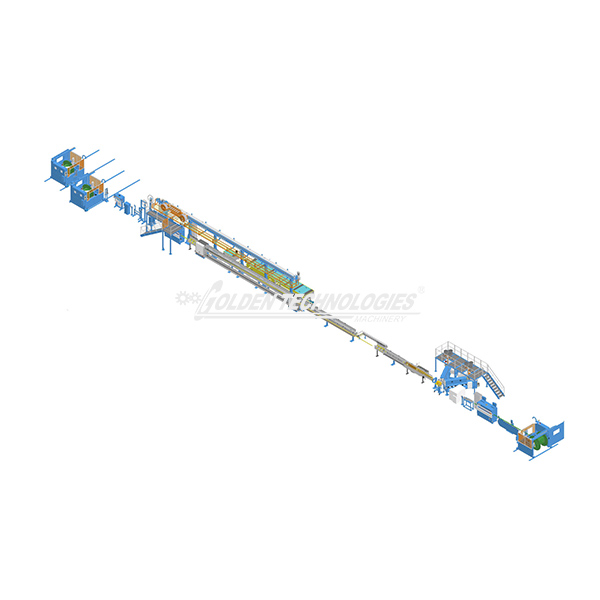
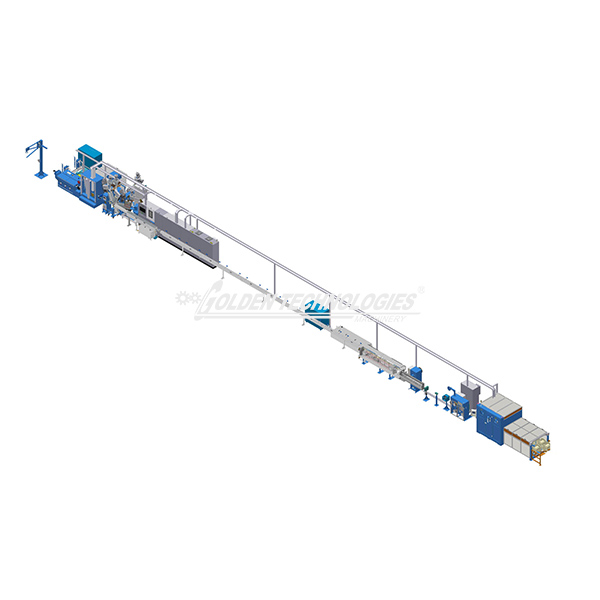
Когда слышишь 'машина для проводов и кабелей', многие сразу представляют универсальный аппарат, который всё делает сам. На деле же — это целый комплекс, где каждый узел требует тонкой настройки. Вспоминаю, как в 2010-х некоторые коллеги пытались адаптировать китайские линии для европейских стандартов, не учитывая разницу в допусках. Результат? Постоянные обрывы жил при скрутке многопроволочных проводников.
За 20 лет работы с оборудованием от ООО Золотые Технологии Проводное и Кабельное Оборудование видел, как менялись подходы. Ранние модели экструдеров, например, часто перегревали изоляцию из сшитого полиэтилена — приходилось вручную контролировать температурные зоны. Сейчас их система охлаждения в линиях для СИП-кабеля учитывает даже влажность в цеху.
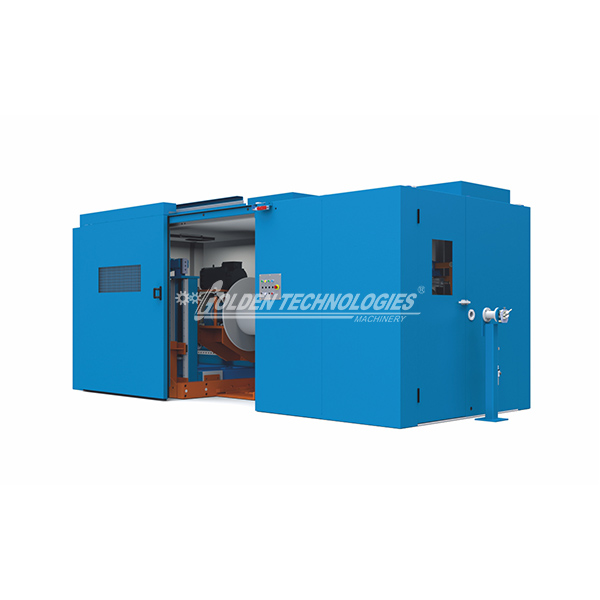
Особенно критичен момент с настройкой capstan drive. Как-то на объекте в Казани пришлось трижды перенастраивать тяговое усилие для кабелей связи — инженеры не учли коэффициент трения при укладке в гофру. В итоге получили неравномерность диаметра по длине бухты.
Кстати, о диаметрах. Многие до сих пор экономят на лазерных измерителях, полагаясь на механические калибры. Но при скоростях свыше 800 м/мин погрешность в 0.1 мм превращается в бракованный километр. В документации к машинам gtcablemachinery.ru это всегда подчёркивают особо — видимо, набивали шишки на ранних проектах.
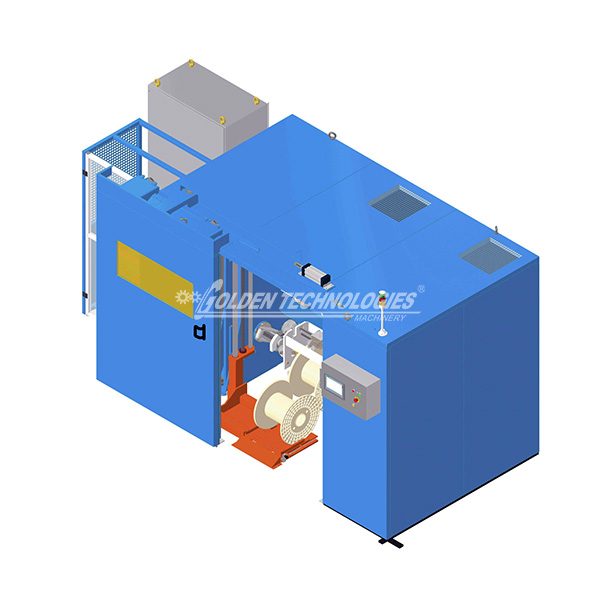
В 2018 году запускали линию для самонесущих изолированных проводов на заводе под Воронежем. Использовали чешский экструдер, но кабелеукладчик от Золотые Технологии. Столкнулись с интересным эффектом: при температуре в цеху ниже +15°C начиналась неравномерная усадка изоляции. Пришлось дорабатывать систему подогрева транспортерных лент — решение нашли в техотделе самого производителя.
Ещё запомнился случай с бронированием силовых кабелей. Лентообмотчик постоянно сбивал шаг при переходе на другой тип стальной ленты. Оказалось, проблема в программном обеспечении — контроллер не успевал обрабатывать сигналы энкодера. После обновления прошивки от ООО Золотые Технологии ситуация выровнялась.
Мелочь, но важная: при работе с многожильными проводниками часто недооценивают роль направляющих роликов. Их геометрия влияет на скрутку сильнее, чем кажется. Один раз видел, как из-за сточенной кромки ролика кабель 3х95 мм2 начал 'петь' на высоких оборотах — вибрация была такой, что пришлось останавливать линию.
Срок службы дорнов экструдера — отдельная тема. Производители обычно дают гарантию 6 месяцев, но на практике вольфрамовые насадки выдерживают до 3 лет, если не работать с армированными марками ПВХ. Керамические же быстро трескаются при перепадах температур.
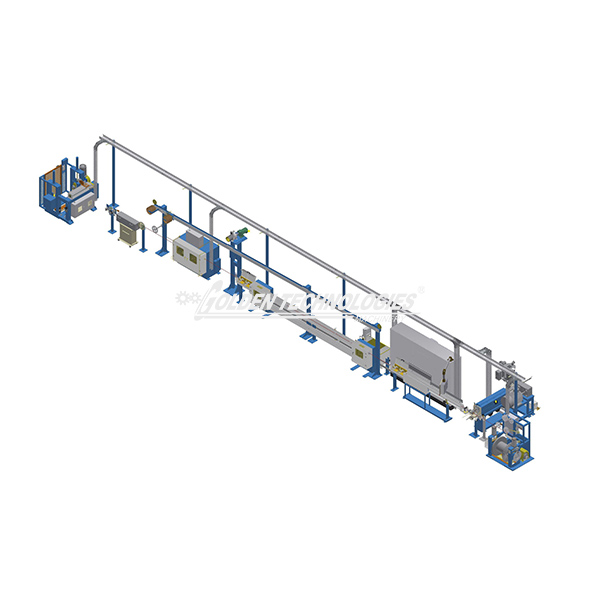
Система охлаждения ванны — тот элемент, который чаще всего недорабатывают. Помню, как на старых машинах приходилось добавлять ледяные блоки в летний период. Сейчас в современных линиях от gtcablemachinery.ru стоят чиллеры с точностью до ±0.5°C, но и они требуют регулярной чистки теплообменников.
Замена фильер — операция кажущаяся простой, но здесь есть подводные камни. Если затянуть крепёжные болты с разным моментом, эксцентриситет гарантирован. Лучше использовать динамометрический ключ, хотя в полевых условиях часто обходятся и без него — потом месяцами ловят биение.
При производстве коаксиальных кабелей критична центровка внутреннего проводника. Видел, как из-за люфта в направляющих оправках волновое сопротивление 'плыло' на 5-7 Ом. Пришлось разрабатывать калибровочные втулки — простое решение, но потребовало остановки линии на двое суток.
С оптическими волокнами ещё сложнее. Буферное покрытие должно наноситься с микронной точностью, иначе затухание сигнала возрастает в разы. Здесь машины для проводов и кабелей требуют особой виброизоляции — даже работающий кран-балка в соседнем пролёте может внести помехи.
Для высоковольтных кабелей с бумажной изоляцией важна система пропитки. Старые советские агрегаты иногда работают лучше новых из-за массивности баков — температура масла держится стабильнее. Но их КПД ниже, конечно.
Современные тенденции — это цифровые двойники и предиктивная аналитика. Но на практике даже базовый SCADA-мониторинг редко используют на полную. Видел, как на заводе в Подмосковье система фиксировала рост температуры подшипников на протяжном устройстве за две недели до поломки, но сигнал проигнорировали.
Интересно, что китайские производители вроде ООО Золотые Технологии Проводное и Кабельное Оборудование сейчас обходят европейцев в гибкости решений. Их машины для проводов и кабелей из Дунгуаня легко перенастраиваются под нестандартные диаметры — в Германии за такую доработку берут доплату 30%.
Лично для меня показатель качества — не паспортные характеристики, а как ведёт себя оборудование через 5 лет эксплуатации. Вот где видна разница между сборкой в Дунгуане и, скажем, в Милане. У первых люфты в узлах появляются раньше, но и ремонтируются они втрое дешевле.







.jpg)