with-R.png)


Когда речь заходит об изоляции медной проволоки, многие сразу представляют себе простой процесс нанесения ПВХ-покрытия. Но на деле это целая наука — от выбора толщины диэлектрика до контроля скорости экструзии. В нашей практике были случаи, когда неправильно настроенный нагревательный блок приводил к пузырькам в изоляции, и партию приходилось утилизировать. Вот о таких нюансах и поговорим.
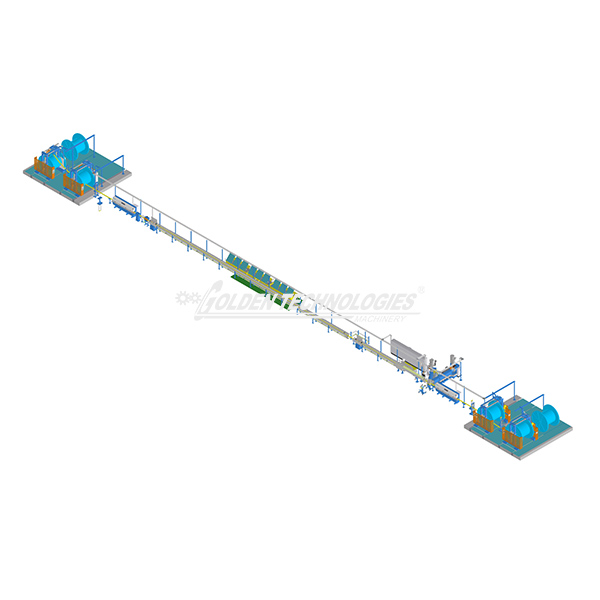
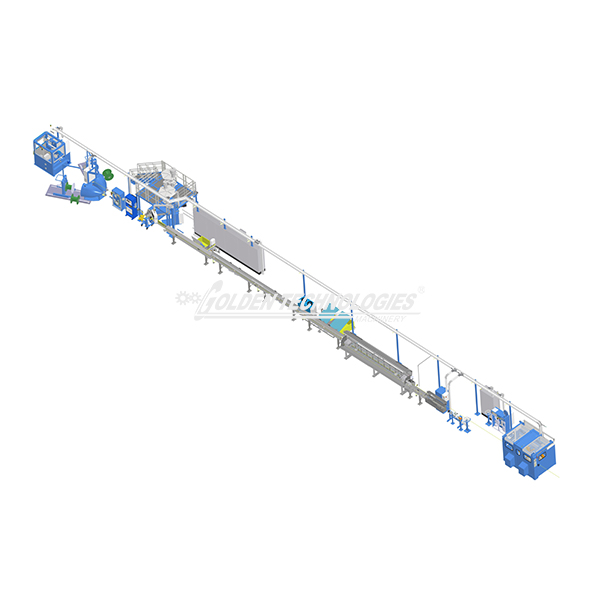
Современные машины для изоляции медной проволоки — это не просто экструдер с бобиной. Критически важен блок предварительного нагрева. Если медь не прогреть до 80-90°C, адгезия изоляции будет неравномерной. Помню, на старой линии машина для изоляции медной проволоки китайского производства постоянно давала брак именно из-за нестабильного температурного режима.
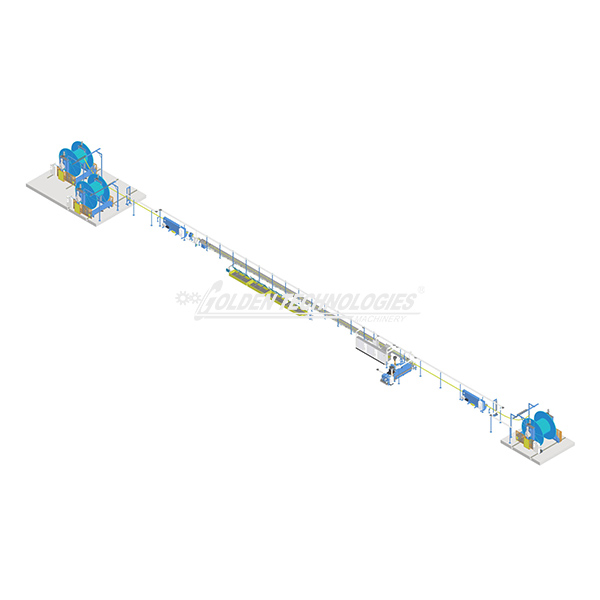
Система охлаждения — ещё один ключевой узел. Водяное охлаждение эффективнее воздушного, но требует точной регулировки скорости. Как-то пришлось переделывать систему подачи воды на линии от ООО Золотые Технологии Проводное и Кабельное Оборудование — местный хард-рок в воде засорял форсунки.
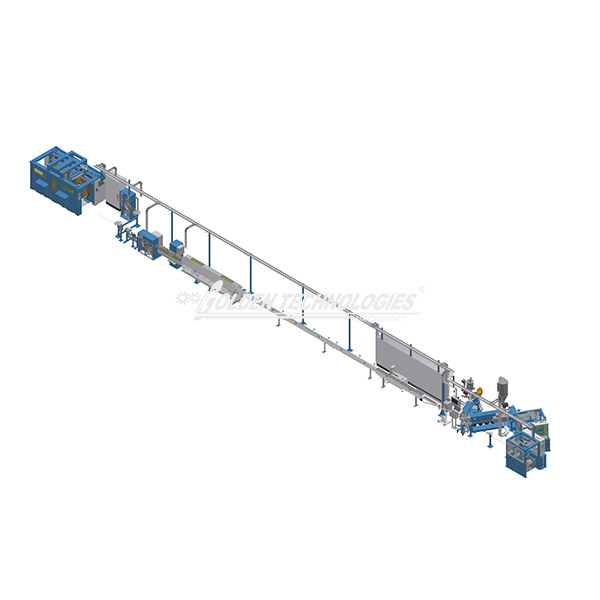
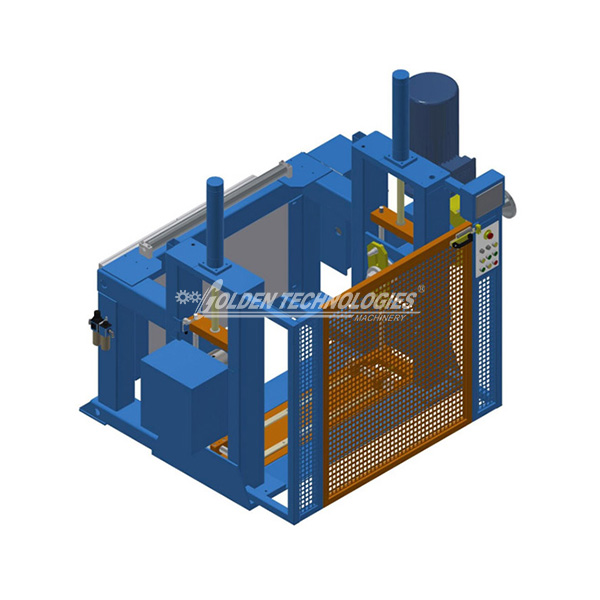
А вот экструзионная головка — это вообще отдельная история. Зазоры между дорном и матрицей должны выдерживаться с точностью до микрона. При малейшем перекосе изоляция получается асимметричной, что для кабелей высокого напряжения недопустимо.
Самая распространённая ошибка — экономия на сырье. Полиэтилен низкой плотности может казаться выгодным, но его диэлектрические свойства оставляют желать лучшего. Проверяли как-то партию кабеля от конкурентов — пробой происходил при 15 кВ вместо заявленных 20 кВ.
Пренебрежение калибровкой датчиков — ещё одна головная боль. Толщиномеры изоляции требуют поверки каждые 200 часов работы. На нашем производстве был случай, когда из-за сбитых показателей выпустили 3 км кабеля с толщиной изоляции 0.8 мм вместо 1.0 мм.
Многие операторы забывают про чистку направляющих роликов. Медная пыль + окислы = идеальный абразив. За месяц такой 'полировки' ролики приобретают бочкообразную форму, и проволока начинает 'вилять'.
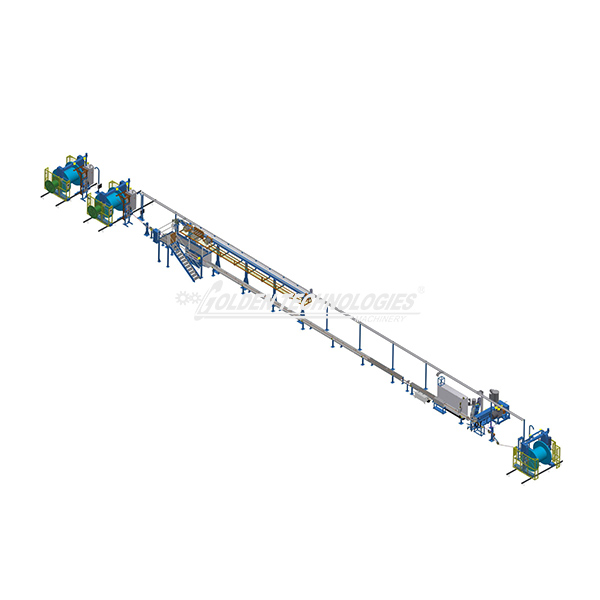
В 2019 году мы тестировали машину для изоляции медной проволоки от ООО Золотые Технологии Проводное и Кабельное Оборудование для производства кабеля КГВВ. Особенно впечатлила система цифрового контроля температуры — отклонение не более ±1°C по всей длине цилиндра экструдера.
А вот с настройкой скорости подачи пришлось повозиться. При скорости выше 600 м/мин начиналась вибрация проволоки диаметром 0.8 мм. Решили установкой дополнительных поддерживающих роликов через каждые 1.5 метра.
Интересный случай был с цветовой маркировкой. Заказчик требовал точного соответствия цветов по RAL, но при замене партии поливинилхлорида оттенок 'сигнально-красного' плавал. Пришлось разрабатывать поправочные коэффициенты для дозирующих шнеков.
Влажность гранул ПВХ перед загрузкой в экструдер — параметр, который часто игнорируют. При влажности выше 0.02% в изоляции образуются микропоры. Мы сушим сырьё минимум 4 часа при 85°C, хотя многие ограничиваются 2 часами.
Калибровка ёмкостных датчиков контроля толщины — ещё один тонкий момент. Их нужно настраивать под конкретный цвет композиции. Для тёмных цветов поправка может достигать 7-8%.
А вы знали, что остаточные напряжения в изоляции зависят от угла съёма с охлаждающего барабана? При угле менее 90° возникают продольные микротрещины, которые проявляются только после термоциклирования.
Сейчас активно внедряются системы лазерного контроля eccentricity. Традиционные ёмкостные датчики не всегда справляются с тонкостенными изоляциями толщиной 0.15-0.25 мм. На выставке в Дунгуане видели экспериментальную установку, где погрешность не превышала 2 микрона.
Интересное направление — гибридная изоляция. Например, первый слой — полипропилен, второй — вспененный полиэтилен. Но пока не решена проблема адгезии между разнородными материалами при высоких скоростях экструзии.
Что касается ООО Золотые Технологии Проводное и Кабельное Оборудование, то их последние разработки в области энергосбережения впечатляют. Рекуперация тепла от системы охлаждения позволяет снизить энергопотребление на 15-18%. Для круглосуточного производства это существенная экономия.
Работа с машиной для изоляции медной проволоки — это постоянный поиск компромиссов между качеством и производительностью. Иногда стоит снизить скорость на 10%, но получить стабильный продукт.
Оборудование от ООО Золотые Технологии Проводное и Кабельное Оборудование зарекомендовало себя как надёжное решение, особенно после того как они перешли на японские сервоприводы и немецкие термоконтроллеры.
Главный урок за годы работы: не бывает мелочей в этом деле. Даже чистота производственного помещения влияет на качество изоляции — пыль становится центрами кристаллизации и ухудшает диэлектрические свойства.