with-R.png)


Когда слышишь 'линия сборки кабеля', многие представляют себе просто ряд станков. На деле же это сложный организм, где каждая секунда цикла влияет на итоговый метраж. Вспоминаю, как лет десять назад мы в ООО Золотые Технологии Проводное и Кабельное Оборудование собирали первую линию для заказчика из Новосибирска – тогда ещё думали, что главное это скорость экструдера. Ошибка стоила месяцев переналадки.
Начну с банального, но часто упускаемого момента: геометрия направляющих роликов. Казалось бы, мелочь? Но именно подбор угла наклона определяет, будет ли медная жила ложиться без микронадрывов. В 2015-м пришлось полностью менять комплект на линии для высоковольтных кабелей – производитель роликов указал некорректный допуск по трению.
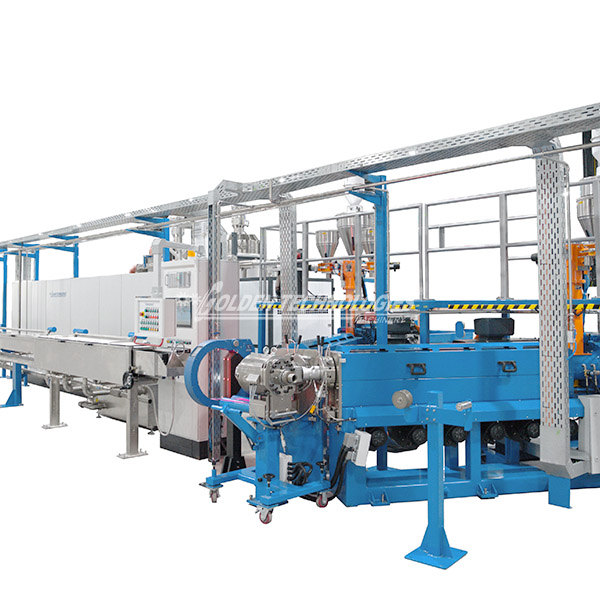
Термоусадка изоляции – отдельная история. Мы в Золотых Технологиях всегда закладываем запас по температуре на экструдерах. Почему? Потому что китайские аналоги часто 'грешат' перепадами в 10-15°C, а это уже ведёт к пузырям в оболочке. Проверяли на партии для 'Северстали' – пришлось ставить дополнительные датчики контроля.
Система охлаждения – тот элемент, который чаще всего недооценивают. В Дунгуане мы тестировали три конфигурации водяного охлаждения, прежде чем остановились на схеме с двойным контуром. Особенно критично для кабелей с поперечным сечением выше 240 мм2, где перегрев сердечника ведёт к деформации всей структуры.
Вот реальный кейс: в 2019 году клиент из Казани требовал уложиться в бюджет, но при этом обеспечить выпуск 5000 погонных метров в смену. Пришлось комбинировать – брали экструдеры б/у от немецкого производителя, а систему намотки новую от нашего завода в Дунгуане. Сработало, но только потому что механики Золотых Технологий знали особенности износа шестерней именно на таких моделях.
Силовая часть – отдельная головная боль. Часто вижу, как экономят на приводах подачи, ставя моторы с заниженным крутящим моментом. Результат? Рывки при намотке, особенно заметные на тонкостенных кабелях. Для линий с диаметром жилы до 6 мм2 мы теперь строго рекомендуем сервоприводы – да, дороже на 15-20%, но экономия на браке покрывает это за полгода.
Лазерные маркираторы – казалось бы, второстепенное оборудование. Но именно они часто становятся узким местом. Наш техотдел в прошлом месяце переделывал крепление маркиратора на линии для контрольных кабелей – вибрация от моталок сбивала фокусировку. Решили через демпфирующие прокладки, хотя в спецификациях такого решения нет.
Помню случай на заводе в Подмосковье – собирали линию для витой пары. По проекту всё идеально, но при запуске постоянно рвало скрутку. Оказалось, проблема в статическом электричестве от пластиковых направляющих. Пришлось экранировать половину узлов, хотя изначально в ТЗ такого не было.
Выравнивание валов – операция, которую многие стараются провести 'на глаз'. На самом деле даже отклонение в 0.2 мм на 10 метрах линии даёт постепенное смещение жилы. Мы в ООО Золотые Технологии Проводное и Кабельное Оборудование разработали свою методику с использованием лазерных нивелиров – сократили время переналадки на 40%.
Программирование ПЛК – здесь часто перегружают логику. Видел линии, где было прописано 200+ параметров на каждый метр кабеля. На деле же достаточно 20-25 ключевых точек контроля. Особенно важно упростить интерфейс для оператора – чтобы при смене диаметра он мог перенастроить систему за 3-4 клика, а не тратить полчаса на ввод данных.
Смазка цепных передач – банально? Но именно из-за неправильной периодичности смазки у нас в 2021 году вышла из строя линия в Уфе. Производитель рекомендовал интервал в 400 часов, но при работе с ПВХ-изоляцией лучше сокращать до 250 – пластификаторы оседают на звеньях.
Чистка нагревательных плит – операция, которую часто откладывают. Между тем нагар на термоэлементах экструдера снижает КПД на 15-20%. Наш сервисный инженер Вадим разработал простую методику с использованием термопасты – теперь клиенты звонят реже с жалобами на перерасход энергии.
Калибровка датчиков контроля диаметра – многие ждут, пока система сана выдаст ошибку. Опыт показывает: проверять надо каждые 2 недели, особенно если в цеху перепады влажности. Для кабелей связи (витая пара категории 6) это вообще критично – отклонение в 0.05 мм уже влияет на волновое сопротивление.
Современные линии сборки кабеля – это уже не просто механизация, а полноценные технологические комплексы. В прошлом квартале мы поставляли в Красноярск линию, где была интегрирована система машинного зрения для контроля цвета изоляции. Интересно, что изначально заказчик сомневался в необходимости этого модуля, но после анализа брака согласился.
Энергоэффективность – тренд, который многие недооценивают. Наша разработка – рекуперативная система торможения моталок – позволяет возвращать до 25% энергии в сеть. Для линий с суточной производительностью 50+ км это даёт экономию в 300-400 тыс. рублей ежемесячно.
Гибкость перенастройки – то, что сейчас требуют все серьёзные производители. Последний проект для завода в Твери: линия должна была работать с диаметрами от 1.5 до 120 мм2. Пришлось разработать модульную систему роликов с быстросъёмными креплениями. На переналадку уходит не более 15 минут против стандартных 45.
Смотрю на новые материалы – например, термопластичные эластомеры для гибких кабелей. Стандартные линии сборки кабеля часто не справляются с их упругостью. Приходится модернизировать системы натяжения, ставить дополнительные прижимные элементы.
Автоматизация контроля – здесь ещё есть куда расти. Системы ИИ для прогнозирования обрывов только начинают внедряться. На тестовой линии в Дунгуане мы натренировали алгоритм, который по вибрациям предсказывает вероятность обрыва за 10-15 секунд до события. Пока точность 85%, но уже лучше, чем человеческая реакция.
Локализация компонентов – больной вопрос. Подшипники, ремни, датчики – многое ещё завязано на импорт. Но постепенно появляются достойные российские аналоги. Например, датчики контроля изоляции от новосибирского завода уже не уступают европейским по точности, хотя по ресурсу пока отстают на 15-20%.




.jpg)