with-R.png)


Когда слышишь ?линия по производству электрической проволоки?, многие сразу представляют идеальный конвейер, где всё само наматывается и режется. На деле же — это вечная борьба с допусками, внезапные люфты в протяжных блоках и постоянная подстройка скорости волочения под марку меди. Сейчас объясню, где обычно кроются подводные камни.
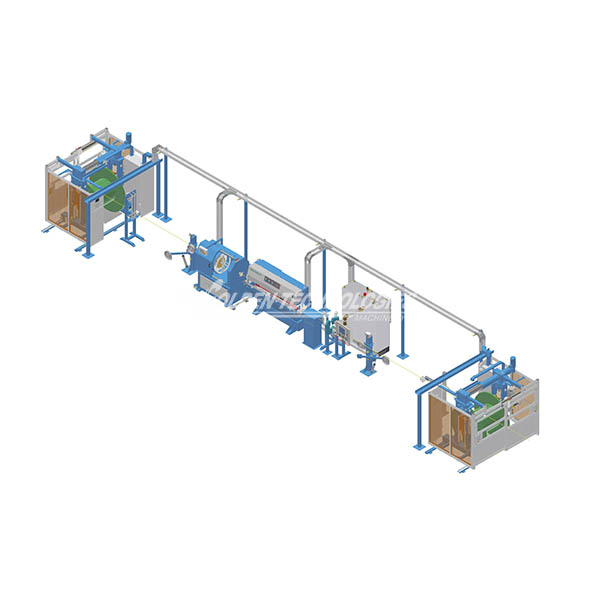
Если брать классическую схему, то начинается всё с разматытеля. Казалось бы, что тут сложного? Но попробуй удержать биметаллическую заготовку диаметром 8 мм без обратного натяжения — получишь ?бороду?, на размотку которой уйдёт полсмены. Мы в ООО Золотые Технологии Проводное и Кабельное Оборудование как-то ставили эксперимент с пневмотормозами на старых линиях — пришлось допиливать крепления, потому что штатные не держали рывки при старте.
Волочильная часть — это отдельная история. Особенно когда переходишь с медной катанки на алюминиевый сплав. Скорость подачи надо снижать почти на треть, иначе в окалиноломателе начинается вибрация. Кстати, про линии по производству электрической проволоки часто забывают, что износ дорнов зависит не столько от пробега, сколько от качества травления перед волочением. Видел случаи, когда за смену меняли три комплекта — а всё потому, что в предварительной промывке экономили на нейтрализаторе.
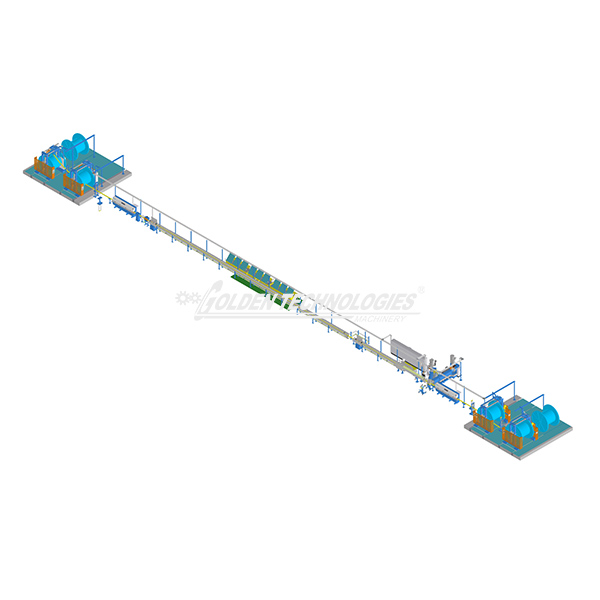
Отжиг — та стадия, где теория расходится с практикой. В учебниках пишут про точное соблюдение температурного режима, а в цеху оказывается, что термопары ближе к центру печи показывают на 40°C больше, чем у стенок. Приходится вести проволоку змейкой, чтобы прогрев был равномерным. На сайте gtcablemachinery.ru мы как раз выкладывали расчёты для поперечных вентиляторов в бескислородных печах — там всё на реальных замерах, без приукрашивания.
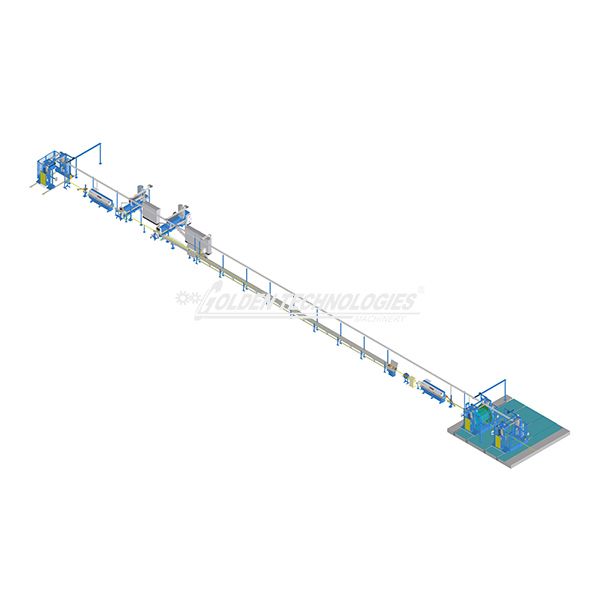
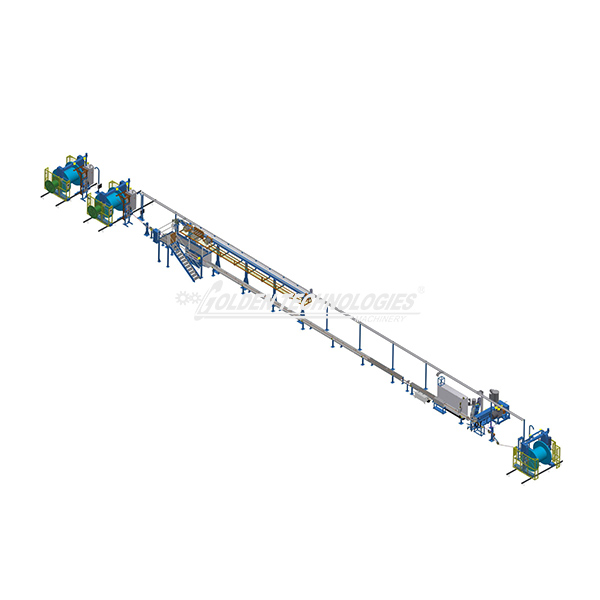
В 2012 году мы собирали линию по производству электрической проволоки для узкопрофильного завода в Татарстане. Заказчик настаивал на максимальной автоматизации — поставили роботов-укладчиков между волочильными машинами. Через месяц выяснилось: при влажности выше 80% сервоприводы теряют точность позиционирования. Пришлось добавлять локальные осушители — лишние полметра на каждый модуль, переделывать фундамент.
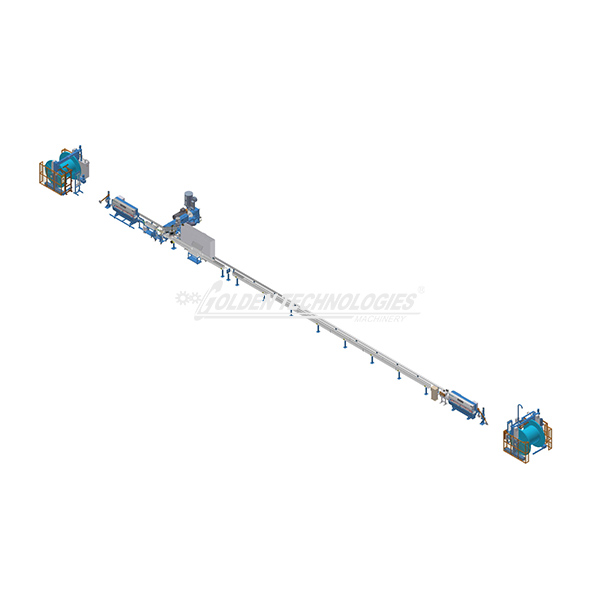
Ещё частый просчёт — несоответствие охлаждающих контуров. Например, для медной проволоки 2,5 мм2 хватает двухсекционного водяного охлаждения, а для алюминиевой той же сечения уже нужны три секции плюс принудительный обдув. В ООО Золотые Технологии после нескольких таких кейсов стали заранее тестировать образцы на стенде — благо, в Дунгуане лабораторию оборудовали по немецким стандартам.
Кстати, про город базирования. Дунгуань хоть и считается ?городом-садом?, но местные цеха летом прогреваются до 35°C. Пришлось для линий в жарком климате разрабатывать отдельные кожухи с принудительной вентиляцией — без этого изоляция ПВХ при экструзии пузырилась.
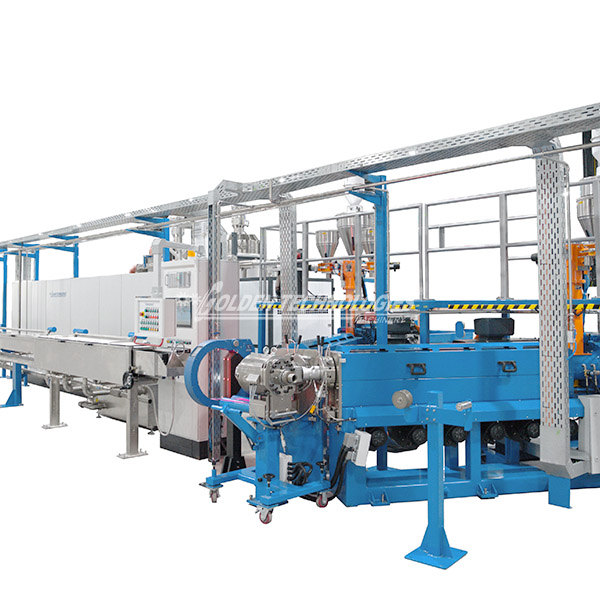
С экструзией изоляции вообще отдельный разговор. Особенно когда переходишь с ПВХ на сшитый полиэтилен. Температурный профиль меняется кардинально — если для ПВХ держим 160-180°C, то для СПЭ уже 220-240°C. И главное — зона водяного охлаждения после головки должна быть длиннее минимум на 40%, иначе диэлектрические свойства плавают.
Запомнился случай с линией по производству электрической проволоки для судовой кабельной продукции. Там требования к толщине изоляции жёсткие — ±0,1 мм. Стандартные датчики толщины не справлялись из-за вибрации, пришлось ставить лазерные сканеры с частотой опроса 500 Гц. Доработка обошлась в 15% от стоимости всей линии, но зато брак упал с 8% до 0,3%.
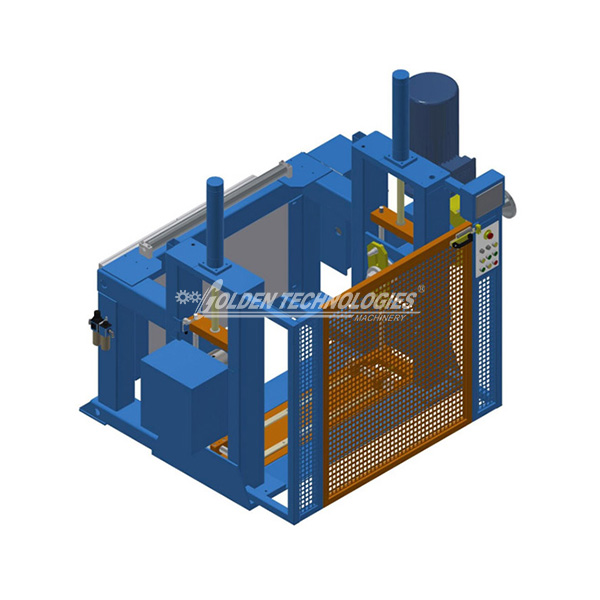
В новых проектах, кстати, всё чаще просят предусмотреть возможность быстрой смены фильтров в экструдере без остановки линии. Мы в Золотых Технологиях для этого разработали кассетную систему с двойными уплотнителями — теперь замена занимает 3 минуты вместо 20.
Многие думают, что главное в контроле — это испытания на пробой. На самом деле, 70% дефектов выявляется ещё на этапе измерения сопротивления. Но и тут есть хитрость: при замерах на высокоскоростных линиях надо учитывать индукционные наводки от соседнего оборудования. Как-то раз потратили неделю, чтобы найти причину ?прыгающего? сопротивления — оказалось, виноват был частотный преобразователь от соседнего пресса.
Для высоковольтных марок особенно важен контроль эксцентриситета изоляции. Мы используем рентгеновские толщиномеры, но их регулярно приходится калибровать по эталонным образцам. Кстати, на gtcablemachinery.ru в разделе технической поддержки есть таблицы поправок для разных диаметров — собирали годами, по факту измерений.
Ещё одна головная боль — маркировка. Лазерная гравировка казалась идеальным решением, но на гофрированной оболочке часть символов смазывалась. Пришлось комбинировать — сначала лазерная разметка, потом контрастное напыление. Такие мелочи в спецификациях обычно не пишут, узнаёшь только в процессе эксплуатации.
За 20 лет, что наша компания существует, требования к линиям по производству электрической проволоки изменились кардинально. Раньше главным был объём, сейчас — гибкость переналадки. Особенно после пандемии, когда пришлось быстро перестраиваться с автомобильной проводки на медицинское оборудование.
Современные линии должны позволять за 2-3 часа перейти с производства проволоки 0,5 мм2 на 6 мм2. Это означает не просто смену дорнов, а перенастройку всей системы тянущих роликов, перепрограммирование ПЛК и калибровку измерительных систем. В ООО Золотые Технологии Проводное и Кабельное Оборудование для таких случаев разработали модульные конвейеры с QR-кодами на компонентах — сканируешь код, система сама подгружает параметры.
Кстати, про инновации. Не все новшества приживаются. Например, пытались внедрить систему ИИ для прогнозирования износа волок — математическая модель работала идеально, но на практике датчики вибрации постоянно загрязнялись медной пылью. Вернулись к старому доброму графику замены по тоннажу, но с поправкой на качество сырья.
Если обобщать, то идеальной линии по производству электрической проволоки не существует. Каждый проект — это компромисс между стоимостью, скоростью и универсальностью. Главное — не гнаться за паспортными характеристиками, а заранее тестировать оборудование на том сырье, которое будет использоваться в производстве.
Мы в Дунгуане прошли путь от простых волочильных станов до полностью автоматизированных комплексов. И чем сложнее система, тем важнее оказываются ?мелочи? — например, качество подшипников в направляющих роликах или материал уплотнителей в охлаждающих патрубках.
Сейчас, кстати, наблюдаем возврат к модульному принципу — когда линию собирают из независимых блоков с единым интерфейсом управления. Это дороже на 10-15%, но зато ремонтопригодность выше в разы. Как показывает практика, надёжность важнее рекордов производительности.





.jpg)